СУДОРЕМОНТ ОТ А ДО Я.
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Износ поршней и поршневых колец
В процессе эксплуатации поршни могут получить следующие повреждения: трещины наружные и сквозные на головках и тронках; задиры рабочих поверхностей тронков; деформации тронков; износ, превосходящий допустимые пределы.
Дефекты перечислены по степени вероятности их возникновения. Так, в практике крайне редки случаи такого износа поршня,, который превзошел бы допустимые пределы. Чаще поршень выходит из строя по какой-либо из первых трех причин, а то и по всем трем сразу. Тем не менее, поршень хотя и медленно, но изнашивается. Заранее оговоримся, что у больших поршней изнашивается только тронк, так как стальная головка, изготовленная отдельно, имеет диаметр меньший, чем у тронка, стенки втулки не касается и не изнашивается. Согласно Правилам, поршни подлежат обмеру одновременно с обмером втулок.
Обмер поршней. Поршни дизеля обмеряют микрометром больших размеров, который называют микрометрической скобой.
Обмер крупных поршней главных дизелей сопряжен с некоторыми трудностями, и для того, чтобы свести погрешности до минимума, обмер следует производить вдвоем. Замеры должны быть сделаны через каждые 100—200 мм по высоте тронка. Для больших поршней (высотой до 2 м) нет необходимости в таком количестве замеров и на практике чаще производят обмеры в трех поясах: в верхней части (непосредственно под головкой), в средней и нижней. Головки поршней не обмеряют.
Если поршень не имеет съемной головки, верхний замер делают на 15—20 мм ниже кромки нижней канавки для поршневого кольца. Чаще всего большие поршни обмеряют в то время, когда они находятся в вертикальном положении. Перед тем как начать обмер, поршень очищают от нагара, обмывают керосином или дизельным топливом и насухо вытирают. Затем при помощи большой линейки и мела размечают точки обмера.
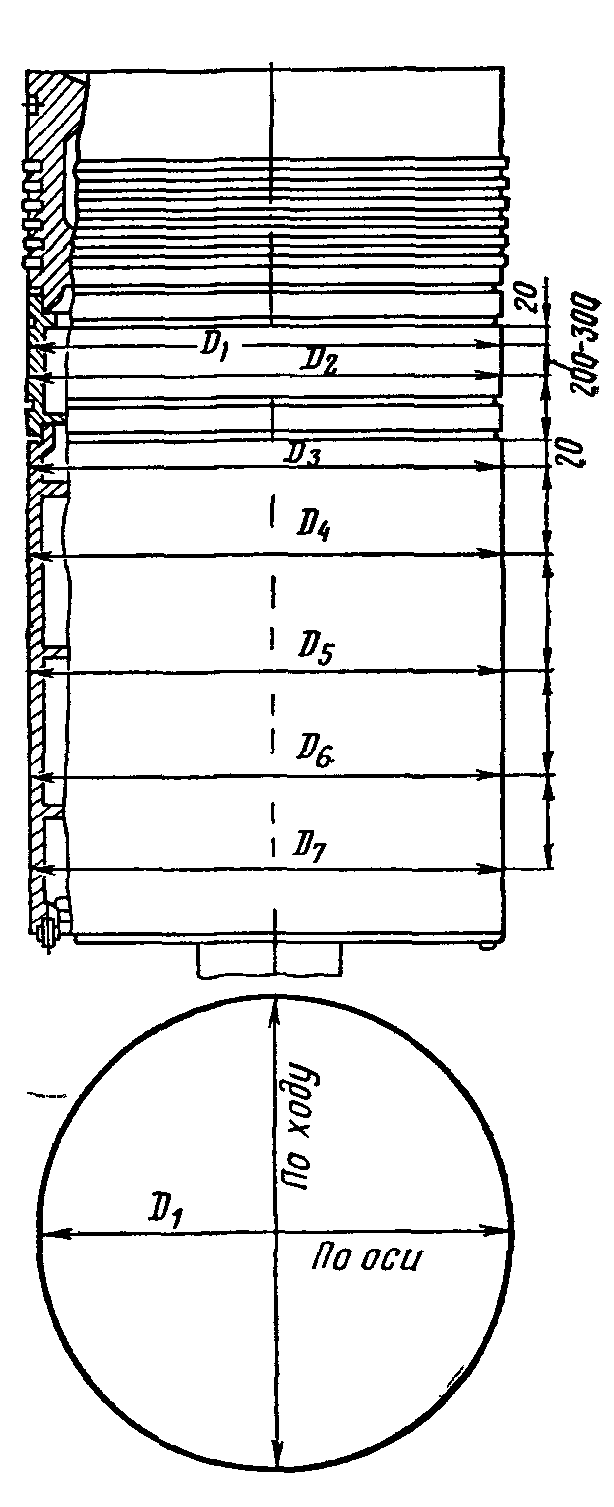
Рис. 62. Схема обмеров поршня дизеля
Поршни, так же как и втулки, в горизонтальной плоскости обмеряют в двух положениях (рис. 62): в направлении оси коленчатого вала (по оси) и в направлении плоскости движения шатуна (по ходу).
При обмере большого поршня один из обмеряющих держит конец микрометра с неподвижной губкой так, чтобы он был постоянно прижат к намеченной точке. Так как измерительные поверхности микрометра представляют собой плоскости, второй, его конец нельзя двигать в любом направлении, как конец штихмаса, а можно только слегка покачивать в направлении, перпендикулярном оси поршня и параллельно измерительным плоскостям.
Подвижную губку микрометра один из работающих ставит на заведомо больший размер, чем измеряемый, и, убедившись в том, что его помощник держит конец микрометра с неподвижной губкой в намеченной точке, слегка покачивает свой конец в горизонтальной плоскости и поворачивает микрометрический винт в сторону уменьшения размера до тех пор, пока измерительная плоскость не коснется поверхности тронка. При этом подвижная измерительная плоскость должна проходить по поверхности тронка без всякого усилия, только касаться ее. Всякое усилие искажает результат измерения в сторону уменьшения, так как большие скобы обладают значительной упругостью и пружинят на несколько сотых миллиметра.
Результаты измерений сводят в таблицу (табл. 8).

В таблице ставят номер поршня, дату измерения, порт, в котором производилось измерение, температуру в МО при обмере, фамилии и должности производивших обмеры.
При анализе результатов обмера следует принимать во внимание температуры, при которых производились данный и предыдущий обмеры, и вносить в результаты измерения температурную поправку.
Правилами установлены нормы на предельный износ тронков поршней. Лимитируются эллиптичность и конусность тронка, т. е. разность диаметров по его высоте. Так, для поршня крейцкопфного дизеля с диаметром поршня 700—750 мм допускаются предельная эллиптичность и конусность тронка по 1,6 мм. Автор не знает ни одного случая, чтобы поршень такого диаметра износился до предельной величины. Обычно следы механической обработки на тронке сохраняются несколько лет и при правильно отцентрованном механизме движения крейцкопфного дизеля износа тронка вообще не должно быть. Значительно раньше тронки выходят из строя вследствие трещин, задиров и деформаций.
Отметим то обстоятельство, что сам по себе износ тронка даже сверх предела практического значения не имеет. Прочности его никакой износ не угрожает и, за исключением тронка поршня дизелей Зульцер SD72, не имеющих штока, тронк не воспринимает на себя нагрузок вдоль своей оси. Но дело в том, что одним из очень важных контролируемых параметров является круговой зазор между тронком и втулкой, который устанавливает завод-строитель, и допуски на его увеличение весьма невелики. Этот параметр и заставляет контролировать износ тронка поршня.

Рис 63 Нормальная (а) н изношенная (б) канавки поршня
Что касается головки поршня, то на ней изнашиваются только горизонтальные стенки канавок для поршневых колец, которые со временем или принимают форму, показанную на рис. 63, или нижняя плоскость их вырабатывается ступенькой.
По некоторым сведениям, средняя высота канавки поршня увеличивается на 0,01 мм за 1000 ч работы. Верхние канавки обычно изнашиваются больше нижних. И в данном случае предел устанавливается не на абсолютное увеличение высоты канавки, а на величину зазора между горизонтальными плоскостями кольца и канавки.
Как известно, кольцо во время работы находится под воздействием опрокидывающего момента, направленного против часовой стрелки и стремящегося как бы вывернуть кольцо из канавки. Чем больше будет зазор между плоскостями кольца и канавки, тем больше величина поворота кольца в сторону опрокидывания. Обычно завод-строитель указывает в инструкции по обслуживанию установочные зазоры между кольцом и канавкой и предельно допустимые их величины. Установочные и предельно допустимые зазоры не одинаковы для всех колец, для двух верхних колец они больше.

Рис. 64. Шаблон для замера выработки поршневых канавок
Контролировать форму канавок и величины их износа можно при помощи шаблона (рис. 64). Такие шаблоны фирмы представляют не всегда, но его можно легко изготовить по канавке запасного поршня. Величины износов удобно замерять в зазоре между шаблоном и стенкой канавки.
Восстановить геометрические размеры поршневых канавок можно только путем проточки. Но проточка канавок увеличивает высоту канавок, поэтому к ней прибегают только в тех случаях, если после проточки и установки в канавку нового кольца зазор между кольцом и канавкой не достигает предельного размера. В тех случаях, когда проточка невозможна, канавки у стальных головок поршней наплавляют и протачивают снова на номинальный размер. Чугунные поршни, не имеющие съемной головки, никаким наплавкам не подвергают, а просто заменяют.
К наплавке канавок стальных головок прибегают крайне редко, так как это изменяет структуру в самом напряженном месте головки, и только общий отжиг головки, который не всегда возможен, может восстановить нужную структуру
Во избежание восстановления изношенных канавок поршней некоторые фирмы, строящие мощные малооборотные дизели, применяют специальные противоизносные сдвоенные кольца из легированных сортов чугуна с высокой механической прочностью при повышенных температурах. В частности, такие поршневые кольца применяют в крейцкопфных дизелях фирма «Бурмецтер и Вайн» и ее лицензиаты.

Рис. 65. Противоизносные кольца дизеля Бурмейстер и Вайн
На рис. 65 показаны конструкции таких колец 1. В одном варианте верхнюю часть кольца расчеканивают и закатывают в поршневой канавке (рис. 65, а, б). Во втором варианте нижнюю часть противоизносных колец 1 слегка приваривают к головке поршня 2 (рис. 65, в).
При нормальной центровке поршней и регулярных профилактических осмотрах такие кольца работают свыше 20 ООО ч. В случае необходимости кольца можно сменить, восстановив этим номинальные размеры канавки.
Поршневые кольца. Не будет преувеличением сказать, что больше всего беспокойства судовым механикам приносят поршневые кольца. Осматривают и обмеряют кольца во время профилактических переборок цилиндров, и, если поршень и втулка чаще всего не требуют никакого ремонта, то комплект колец после переборки редко возвращается в цилиндр в полном составе. Иногда из-за состояния колец приходится вскрывать цилиндр и вынимать поршень раньше профилактического осмотра.
После того, как кольца сняты с поршня и очищены от нагара и масла, осматривают их рабочую поверхность. Очень важно установить, всей ли рабочей поверхностью прилегает кольцо к стенкам втулки. Поверхность, не прилегающая к втулке, имеет темный цвет, и кольца с таким дефектом ни в коем случае нельзя оставлять на месте первого и второго. Какую опасность представляют такие кольца, сказано выше. Если износ такого кольца по всем параметрам не достигает предельно допустимого, его можно поставить вниз, на место последнего или предпоследнего.
Заводы-строители, в частности, «Зульцер», определяют пригодность кольца по трем параметрам: зазору в замке, зазору между кольцом и канавкой и толщине кольца. Правила толщину кольца не лимитируют.
Первым из параметров определяют зазор в замке кольца. Для этого кольцо вставляют в цилиндр и продвигают до того места, где цилиндр имеет наибольший диаметр. В этом месте выравнивают кольцо так, чтобы оно лежало в плоскости, перпендикулярной оси цилиндра, и замеряют зазор.

Рис. 66. Потеря массы поршневыми кольцами дизеля Зульцер 9RD90 при смазке маслом «Кастрол» RM/DZ
Зазоры в замках колец сравнивают с зазорами предыдущих замеров, и, если величины зазоров превосходят допускаемые, кольца подлежат безусловной замене. Обычно верхние кольца, работающие в наиболее тяжелых условиях, изнашиваются быстрее. Об этом можно судить по рис. 66, где показана потеря массы кольцами в зависимости от их расположения. На рисунке римские цифры указывают номер колец; / и 2 — кривые износа колец цилиндров № 1 и 9.
Вернемся к замерам зазоров в замке кольца. Выше было сказано о том, что зазор замеряют в кольце, когда оно вставлено в наиболее изношенную часть втулки.

Рис. 67. Замер теплового зазора в поршневом кольце
Но заводы-строители снабжают свои дизели кольцом-калибром (рис. 67), внутренний диаметр которого равен номинальному диаметру втулки, и многие судовые механики определяют зазор в замке кольца 2, устанавливая его в этот калибр /. Такой прием нельзя считать правильным, если дтулка давно потеряла номинальные размеры. При замере зазора в кольце получают заведомо меньший зазор против того, что будет получен при замере зазора во втулке. Кольцо работает во втулке при ее действительном диаметре, следовательно, и зазор замка нужно замерять во втулке, так как это будет действительным зазором, с которым работает кольцо.
Такое разноречивое представление о методике замера зазора в замке кольца существует потому, что в инструкциях заводов-строителей об этом или ничего не говорится, или рекомендуется кольцо-калибр, а в Правилах судовых дизелей рекомендуется замерять зазор в замке при установке кольца в наименее изношенной части втулки.
Также нет единого мнения и о предельно допустимых зазорах в замках колец. Согласно Правилам, для втулок диаметром 700—750 мм предельно допустимый зазор не должен превышать 8 мм, а монтажный зазор должен быть не менее 4.5 мм. Эти нормы, надо сказать, очень жесткие, ближе всего совпадают с нормами, устанавливаемыми фирмой МАН. Так, для дизеля K9Z70/120A5 с диаметром 700 мм монтажный зазор в замках колец установлен в 4, а предельно допустимый 10 мм.
Но совершенно не увязываются с Правилами допуски, применяемые фирмой «Зульцер». Для примера возьмем дизель SD72. Фирма устанавливает монтажный зазор 6, а предельно допустимый —31 мм для колец с простым замком (косым или прямым), и 24 мм — для колец с герметическим замком.
Поэтому следует прежде всего руководствоваться нормами, устанавливаемыми заводами-строителями, и только если такие нормы отсутствуют — Правилами.
Следующий контролируемый параметр — зазор между горизонтальными плоскостями кольца и канавки. Согласно Правилам для втулки диаметром 700—750 мм предельно допустимым установлен зазор 0,3 мм. Если допуски, применяемые фирмой МАН, довольно близки к допускам Правил, но с несколько более широким диапазоном, то фирма «Зульцер» допускает предельный зазор между кольцом и канавкой для трех верхних колец — до 0,8 мм и для остальных — до 0,7 мм, т. е. более чем в два раза.
Минимальные зазоры для трех верхних колец с простым замком установлены 0,28 мм, а с герметическим — в 0,13 мм. По Инструкции фирмы «Зульцер» на место трех нижних колец следует ставить кольца с герметическим замком Таким образом, предписываемый для нижних колец зазор связан и с конструкцией, и с положением колец И в этом случае следует руководствоваться нормами, установленными фирмой.
Автору, долго работавшему с дизелями Зульцер 9SD72, не встретилось случая, чтобы допускаемый фирмой зазор между кольцом и канавкой достиг хотя бы 0,6 мм. У этих дизелей, отработавших с постройки более 20 000 ч, указанные зазоры для верхних колец были 0,42—0,48 мм, а для двух нижних колец 0,1— 0,18 мм.
Размер колец по высоте не лимитируется ни Правилами, ни инструкциями фирм. Однако не составляет большого труда при обмере колец замерить их по высоте. Это позволяет установить, что же изнашивается при увеличении зазора между кольцом и канавкой: кольцо или стенки канавки. Длительное наблюдение за дизелями 9SD72 позволило установить, что изнашиваются в основном кольца, так как при номинальной высоте кольца 17 мм после 20 000 ч работы дизелей у верхних колец высота уменьшилась до 16,8—16,85 мм. Износ нижних колец за это время не превышал 0,05 мм.
И, наконец, последний из контролируемых параметров — толщина кольца. Как сказано выше, Правилами этот параметр не лимитируется. Его устанавливают только фирмы-строители дизелей. Толщина колец дизеля SD72 — 22 мм. Фирма «Зульцер» допускает износ колец по толщине до 18 мм для колец с простым замком и до 19,3 мм для колец с герметическим замком. При износе втулки, близком к предельному, уменьшение толщины простого кольца допускается до 20,5 мм.
В отличие от зазора между кольцом и канавкой, предельных
величин которого кольца дизеля SD72 почти никогда не достигают, по толщине они изнашиваются до предела довольно часто. Это происходит почти всегда одновременно с предельным увеличением зазора в замке кольца.
Одним из важных параметров является фаска на кромках поршневых колец. При работе поршневых колец и втулки наблюдаются два вида износа: пластический и хрупкий. Наиболее опасный износ — пластический, характеризуется тем, что на нижней кромке кольца появляются заусенцы, а на поверхности втулки и даже поршня — задиры, искажающие кристаллическую структуру поверхности. При появлении задиров износ начинает резко прогрессировать.
Пластический износ наблюдается у мягких втулок и колец. Особенно склонны к образованию заусенцев кольца, в структуре которых содержится феррит и крупные пластинки графита. Испытания показали, что своевременное закругление кромок поршневых колец уменьшает износ втулки на 46%, а верхних колец—на 34%.
Таким образом, наблюдения за фасками колец и восстановление их геометрической формы при осмотрах совершенно необходимы. Формы и размеры фасок на кольцах, как правило, указаны в инструкциях по эксплуатации, представляемых фирмами.
Для более тщательного анализа характера износа колец необходимо сохранить порядок их установки (как они стояли на поршне). Для этого надо иметь металлические бирки с порядковыми номерами, снабженные кольцами, и надевать их на поршневые кольца при снятии с поршня. Постоянной маркировки делать нельзя, так как кольца иногда приходится менять местами в целях увеличения срока их службы. Более изношенные верхние кольца ставят на место нижних, а нижние — на место верхних. Надо сказать, что это мероприятие мало эффективно, так как за короткий срок и те и другие кольца ослабнут и вероятность прорыва газов между кольцами и втулкой значительно возрастет.
Новые кольца проверяют следующим образом. Обмеряют их по высоте. Высота колец должна быть ±0,05% номинальной, указанной в чертеже и в инструкции. Вставляют кольца во втулку, в наименее изношенную ее часть, и замеряют зазор в замке, который должен быть не меньше указанного в инструкции.
Некоторые фирмы, в частности, «Зульцер», снабжают свои дизели кольцом-калибром, внутренний диаметр которого расточен с таким расчетом, что если в него вставить новое кольцо в холодном состоянии, имеющее минимальный зазор в замке, то зазор станет равным нулю. Если новое кольцо имеет зазор меньше минимального, вставить его в кольцо-калибр не удастся.
Затем решают, в какую канавку будут устанавливать новое кольцо. На этот счет также нет единого мнения и Правилами место постановки нового кольца не оговаривается. Чаще новое кольцо ставят на место нижнего, а остальные передвигают соответственно кверху. Если комплект колец состоит из двух разновидностей, например три с простым замком и три с герметичным, то новое кольцо с простым замком ставят на место третьего, а новое кольцо с герметичным замком — на место шестого.
Когда вопрос о канавке, в которой будет установлено новое кольцо, решен, его обкатывают снаружи по канавке, наблюдая за тем, чтобы оно проходило по канавке свободно.
Если на судне есть шабровочная плита соответствующих размеров, то проверяют на ней щупом, не покороблено ли кольцо. Нормальное кольцо должно лежать на плите всей плоскостью, и, если между плоскостью и плитой окажется просвет более 0,08 мм для больших колец или 0,05 мм для колец диаметром до 200 мм, кольцо следует шабрить до уменьшения зазора в пределах допустимого
Правила предусматривают проверку возможного зазора между втулкой и кольцом. Для этого вставляют новое кольцо во втулку и подсвечивают его снизу. Если по свету зазор обнаруживается, замеряют его щупом: щуп толщиной 0,03 мм может проходить не более чем на 1/3 длины окружности кольца при условии плотного прилегания кольца на остальных 2/3 окружности.
Целесообразность такой проверки сомнительна, так как во время работы кольца оно плотно прижимается к стенкам втулки давлением газов в заколечном пространстве, и сила упругости кольца относительно этого давления очень невелика. Однако проделать указанную операцию нетрудно, только браковать кольцо по этому параметру не следует.

Рис 68 Приспособление для проверки упругости поршневых колец
Что касается предписаний проверять перед постановкой упругость поршневых колец, то проверять ее в судовых условиях нечем. СРЗ располагают для этой цели специальными приспособлениями, одно из которых показано на рис. 68 (1 — замок; 2 — кольцо).
В судовых условиях единственным способом такой проверки является следующий. Замеряют зазор в замке, находящемся в свободном состоянии, сжимают кольцо так, чтобы концы его сошлись, отпускают его и снова замеряют зазор. Если зазор значительно уменьшился, кольцо к работе не пригодно.
При посадке колец большого диаметра на головку поршня не следует применять случайных средств в виде стальных полосок, шпагата и т. д. Такие средства грозят травмами, а также могут способствовать пластической деформации кольца. Для постановки колец существуют различные приспособления, одно из которых показано на рис 69, а.

Рис. 69 Разжимные приспособления для поршневых колец
Приспособление состоит из винта 2 с правой и левой резьбами, маховичка 5 и двух кулачков 3, каждый из которых шарнирно укреплен на гайке 4. Для установки и снятия поршневое кольцо закрепляют в кулачках болтами L При вращении маховичка 5 кулачки раздвигаются и разжимают кольцо до требуемого диаметра. Масса приспособления 1,5 кг.
Однако значительно удобнее приспособление (рис. 69,6), которым снабжает свои дизели фирма «Зульцер». Здесь кулачки не крепятся к кольцу, а упираются в торцы замка. Одна губка приспособления неподвижна, а другая двигается по винту с обычной резьбой, который вращают при помощи рукоятки. Масса приспособления менее 1 кг. Оно применяется для колец диаметром 700 мм и более. Основным преимуществом этого приспособления является то, что не нужно прижимать чугунное кольцо стальными болтами.
Вместе с компрессионными кольцами осматривают и обмеряют также и маслосъемные кольца: зазор в замках и высоту рабочей поверхности. Если высота рабочей поверхности кольца увеличилась более чем в два раза против установленной, кольцо запиливают вручную или обрабатывают наждачным кругом до восстановления первоначальной высоты.

Рис 70 Сечение маслосъемного кольца дизеля Зульцер SD72
На рис. 70 показано сечение маслосъемного кольца, его рабочая поверхность 1 и поверхность 2, подлежащая спиливанию Для дизеля SD72 фирма устанавливает нормальную высоту рабочей части маслосъемного кольца 2 мм и предельно допустимую высоту 4 мм.

Рис 71. Приспособление для ввода поршня с кольцами в цилиндр
При заводке поршня с кольцами в цидиндр пользуются различными приспособлениями, одно из которых представляет собой неразрезное кольцо, расточенное на конце (рис 71).
Если для главных дизелей нельзя изготовить при помощи судового оборудования поршневые кольца, то для вспомогательных дизелей эта задача не представляет особой трудности, только нужно иметь соответствующую заготовку и сделать несложное приспособление.
Не все способы изготовления поршневых колец можно применить в судовой обстановке. На СРЗ существуют следующие способы.
из заготовок цилиндрической формы —одной проточкой с последующей термофиксацией;
из заготовок цилиндрической формы — двумя проточками с последующей термофиксацией;
то же, без термофиксации;
из индивидуальных заготовок эллиптической формы.
Из перечисленных способов в судовой обстановке может быть применено только изготовление из заготовок цилиндрической формы без термофиксации, так как при этом не требуется оборудования для термообработки. Последовательность изготовления колец таким способом следующая.
1. Установленную на станок заготовку обрабатывают по наружному и внутреннему диаметрам D1 и d1 которые определяют из соотношений:
при вырезке замка размером А = 0,1D диаметры D1=D+О,5A; d1 = 1,01D—2t;
при вырезке замка размером A>0,1D диаметры D1=D + 0,5A; d1=d+0.15A. Здесь D и d — соответственно наружный диаметр кольца, равный диаметру цилиндра, и внутренний диаметр кольца d=D-2t (причем t — радиальная толщина кольца).
2. Из обработанной заготовки нарезают кольца с припуском 0,1 мм по высоте на шабровку.
3. Вырезают замок в кольце размером ~3,7t. После этого кольца поодиночке или все вместе обрабатывают в чистовой размер. При второй проточке применяют различные приспособления: хомуты, цилиндры, планшайбы и т. д. Для судовой обстановки наиболее удобным и простым будет приспособление Я. Я. Вевериса (Рижский СРЗ).

Рис 72 Приспособление для изготовления поршневых колец в судовой обстановке
Приспособление (рис. 72) состоит из диска с хвостовиком, конус которого входит в шпиндель станка, нескольких специальных скоб для крепления колец на диске и хомуте.
На судне даже не обязательно иметь специальный диск, так как изготовление поршневых колец в судовой обстановке— сравнительно редкое явление. Можно использовать для этой цели план-шайбу токарного станка, даже если придется высверлить в ней несколько лишних отверстий.
4. Прижимают кольцо к планшайбе скобами таким образом, чтобы они находились с внешней стороны кольца (рис. 72, а). При установке кольцо сжимают хомутом так, чтобы его разрез был несколько меньше необходимого зазора в замке. Между кольцом и планшайбой ставят прокладки для прохода резца.
5. Растачивают внутренний диаметр кольца до номинального размера.
6. Не снимая крепления, обжимают заготовку хомутом снаружи и ставят крепежные планки изнутри кольца (рис. 72,6).
7. Снимают хомут и обрабатывают наружный диаметр кольца до номинального размера (рис. 72, в).
8. Снимают фаску, переворачивают кольцо, применяя хомут, крепят кольцо и снимают фаску с другой стороны.
9. Проверяют кольцо по цилиндру или по кольцу, имеющему внутренний диаметр, равный диаметру цилиндра, и подгоняют окончательно зазор в замке.
10. Пришабривают кольца по плите, одновременно подгоняя
их в чистовой размер по высоте.
Применяемые допуски в зависимости от размеров кольца даны в Правилах.
Ремонт поршней. Определяем и устраняем неисправности деталей двигателя

Существует множество внешних признаков, указывающих на проблемы в цилиндро-поршневой группе двигателя.Вовремя замеченные неисправности, ремонт поршней или их замена – залог бесперебойной работы и долгого срока службы силового агрегата.
Одним из важнейших рабочих элементов двигателя внутреннего сгорания является цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра.
Детали ЦПГ работают в условиях высоких температур и повышенных нагрузок. В результате на рабочих поверхностях поршней и цилиндров возникают задиры, они быстро изнашиваются и требуют ремонта.
В данной статье мы рассмотрим самые распространенные причины выхода из строя поршней двигателя, способы профилактики проблем и их устранения.
Основные причины выхода поршней из строя
Поршень представляет собой подвижный элемент, перемещающийся между нижней и верхней точкой цилиндра. Движение поршня возникает вследствие давления газов при сгорании воздушно-топливной смеси.
В процессе работы поршень нагревается и существенно увеличивается в размерах из-за расширения металла. Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Охлаждению поршней способствует циркуляция моторного масла. При его дефиците ЦПГ перегревается, поршни увеличиваются в размерах и испытывают повышенное трение о стенки цилиндров. В результате на взаимодействующих поверхностях появляются многочисленные задиры, могут возникнуть заедания и заклинивания.
Возможные причины перегрева поршней:
- Нарушение циркуляции моторного масла и охлаждающей жидкости
- Выход из строя термостата
- Засорение радиатора
- Повреждение помпы
- Неисправность вентилятора охлаждения
При недостатке смазки поршневой палец приобретает синий цвет, в зоне бобышек возникают зазоры. Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Подобные неисправности могут появляться не только из-за общего перегрева двигателя, но и по причине использования несоответствующего (низкооктанового) топлива, нарушения регулировки топливных форсунок, неисправности системы зажигания и т.д.
Чрезмерно высокая температура в ЦПГ может привести к разрушению поршневых колец и их посадочных мест, появлению трещин, оплавлению днищ и прочим повреждениям, полностью выводящим поршни из строя.

Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
- Залегание поршневых колец
- Износ канавок
- Износ отверстий в бобышках
- Износ поршня по диаметру
- Трещины и задиры на юбке
- Нагар на днище поршня
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.

Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.
Как подобрать новый поршень и кольца?
Поршни подбираются в соответствии с ремонтным размером цилиндров. Маркировка ставится обычно на днище детали.
Каждый поршень выбирается индивидуально для получения зазора нужного размера. Его величина определяется с помощью специальной ленты-щупа, которая протягивается между цилиндром и поршнем. С противоположной от разреза юбки стороны устанавливается динамометр. Усилие на приборе при движении щупа сквозь зазор не должно превышать установленных пределов.
Проверить, правильно ли подобран поршень, легко опытным путем: деталь должна плавно перемещаться в установленном вертикально цилиндре под тяжестью собственного веса.
Помимо зазора, необходимо учитывать вес поршней – максимальная разница в весе деталей одного комплекта не должна превышать 5 грамм.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Их ремонтный размер должен соответствовать размерам цилиндра и поршня.

Чтобы подобрать кольцо по цилиндру, его нужно поместить в гильзу, выровнять поршнем и при помощи щупа замерить зазор в стыке. Если он отсутствует или недостаточен, то стык увеличивается напильником. Слишком большой зазор указывает на непригодность кольца для данного цилиндра.
Для подбора по поршню кольцо «прокатывается» по канавке детали. Если зазор слишком мал, кольцо заедает. В таком случае его торцевая часть подлежит шлифовке при помощи наждачной бумаги.
Упругость новых поршневых колец проверяется специальным прибором. Величина нагрузки должна равняться значению зазора в стыке кольца, установленного в цилиндр.
Присоединяйтесь
![]()
![]()
Все материалы сайта https://atf.ru/ принадлежат
ООО «НОВЫЕ РЕШЕНИЯ» ИНН 5751054390
© 2004 – 2023 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Как проверить износ поршневых колец своими руками?

Любое обращение в автосервис влечет за собой тот или иной расход средств. Но зачем переплачивать, если можно справиться собственными силами. Предлагаем рассмотреть вариант самостоятельной оценки износа и замены поршневых колец.
Признаки износа колец
Для проверки износа поршневых колец необходимо частично разобрать двигатель. Но это рекомендуем делать только после определения признаков износа, к которым относятся:
- снижение мощности двигателя,
- повышенный расход масла,
- увеличение расхода топлива (хотя это косвенный признак).
Проверка поршневой группы эндоскопом без разбора двигателя
Эндоскоп или бороскоп — это прибор, позволяющий заглянуть непосредственно в камеру сгорания любого ДВС. С его помощью можно осуществить детальный осмотр состояния стенок цилиндра, клапанов и поршней.
Зазор в канавках и замках поршневых колец
Перед началом проверки износа поршневых колец их необходимо хорошо очистить от загрязнений, это же нужно сделать и с канавками для колец в головке поршня и обязательно прочистить маслоотводные отверстия, которые находятся ниже маслосъемного кольца. После чего можно произвести замер зазоров между кольцом и канавкой. Допустимые значения зависят от двигателя. Но если зазор больше 0,4 мм, поршневое кольцо лучше заменить. Далее кольцо необходимо продвинуть в цилиндр. И убедившись, что оно встало ровно, измерить щупом зазор в стыке между поршневым кольцом и цилиндром. Рекомендуемый размер зазора не более 0,5 мм. При установки новых колец может возникнуть необходимость выполнить подгонку поршневого кольца. Для этого напильником опиливают стыковые поверхности.
Как определяется износ канавок поршневых колец
Захаров Юрий Альбертович 1 , Шарагин Алексей Евгеньевич 2
1 Пензенский государственный университет архитектуры и строительства, кандидат технических наук, доцент
2 Пензенский государственный университет архитектуры и строительства, студент
Аннотация
В большинстве случаев 40-50 % дефектуемых поршней двигателей внутреннего сгорания автомобилей подлежат вторичному использованию. Такая ситуация возможна только при условии возможности восстановления поршневых канавок, причем, как правило, наибольший износ имеет первая канавка под компрессионное кольцо. То есть, восстановление геометрии поршневых канавок является лимитирующим фактором влияющим на дальнейшее определение назначение поршня ДВС.
REPAIR AND RESTORATION OF FLUTES OF PISTONS INTERNAL COMBUSTION ENGINES OF CARS
Zakharov Yury Albertovich 1 , Sharagin Alexey Evgenyevich 2
1 Penza state university of architecture and construction, Candidate of Technical Sciences, associate professor,
2 Penza state university of architecture and construction, student, Penza state university of architecture and construction
Abstract
In most cases 40-50% of the checked pistons of internal combustion engines of cars are subject to recycling. Such situation is possible only on condition of possibility of restoration of piston flutes, and, as a rule, the first flute under a compression ring has the greatest wear. That is, recovery of geometry of piston flutes is the limiting factor influencing further definition purpose of the DVS piston.
Библиографическая ссылка на статью:
Захаров Ю.А., Шарагин А.Е. Ремонт и восстановление канавок поршней двигателей внутреннего сгорания автомобилей // Современные научные исследования и инновации. 2015. № 1. Ч. 1 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2015/01/46086 (дата обращения: 28.10.2023).
В связи с высоким износом основной части машинно-тракторного парка и низким его обновлением, а также высокой стоимостью запасных частей и ремонтов на стороне актуальным становится вопрос о ремонте и восстановлении деталей внутри предприятия [1-6]. Это относится и к цилиндро-поршневой группе, в состав которой входит поршень.
Поршень является одной из основных деталей поршневого двигателя внутреннего сгорания машин, именно он совместно с компрессионными кольцами и гильзой цилиндра обуславливает величину компрессии двигателя, его мощностные характеристики и стабильность работы. Поршень при работе двигателя воспринимает колоссальные нагрузки, совершая возвратно-поступательное движение, формируя условия для выполнения тактов работы ДВС. Соответственно, поршень во время эксплуатации подвержен износу и появлению эксплуатационных дефектов. При дефектации поршней обращают внимание на размеры и состояние посадочных отверстий под поршневой палец, на размеры и состояние самого поршневого пальца, а самое главное на состояние поршневых канавок, выточек на теле поршня под компрессионные и маслосъемные кольца. Как правило, 40-50% поршней бывших в эксплуатации пригодны к эксплуатации при условии надлежащего состояния поршневых канавок [1, 6]. Таким образом, техническое состояние поршневых канавок их макро и микрогеометрия определяют дальнейшую «судьбу» поршня при дефектации.
Главным выбраковочным параметром служит – размер первой поршневой канавки, так как сопряжение первое поршневое кольцо – канавка поршня изнашивается больше, чем другие.
В индивидуальном производстве в таких поршнях работоспособность сопряжения первое поршневое кольцо – канавка поршня может быть восстановлена применением дополнительной ремонтной детали [2-4].
Для этого в предварительно проточенную канавку поршня устанавливают пружинное кольцо в комплекте с поршневым кольцом номинального размера. Размеры пружинного кольца и канавки выбирают из условия обеспечения требуемого зазора между кольцом и канавкой поршня. Пружинные кольца изготавливают из стальной ленты У-7 или У-8 методом навивки с последующей термофиксацией. Толщина ленты должна быть в пределах 0,75…1 мм, а ширина равна размеру дополнительной канавки над первым кольцом. Температура термофиксации 400С° [4-5].
Достоинством данного метода восстановления работоспособности поршней является простота технологического процесса. Недостатком является недолговечность восстановленной части.
С целью увеличения срока службы гильз цилиндров ДВС промышленность выпускает увеличенные ремонтные поршни с наружным диаметром рабочей части больше нормальных на 0,7 мм [6]. Одновременно с этим отработанные поршни увеличенных размеров с незначительными износами наружной цилиндрической поверхности также могут продолжать работать.
Поршни, отвечающие техническим условиям для дальнейшей работы, отправляют на участок механической обработки для проточки с ремонтного размера на нормальный размер. После проточки наружную поверхность поршня шлифуют.
Обрабатывают поршни на токарно-винторезном станке, поршень укрепляют в приспособлении. Приспособление состоит из основания (конус Морзе), цилиндрической части, диска. Диск сделан для упора и центровки при обработке поршней двигателей различных марок [4-5].
Для углубления канавок поршней под компрессионные и маслосъемные кольца используют обычные резцы с пластинами твердого сплава и с шириной режущей грани, точно соответствующей размеру ширины канавок поршневых колец.
При соблюдении технических условий при механической обработке поршней на уменьшенные размеры и точном выполнении слесарно-подгоночных работ поршневые группы будут работать надежно.
Достоинством данного метода является большая экономия т. к. для восстановления работоспособности не требуется дополнительных материалов.
Недостатком является то, что данным методом можно восстанавливать поршневые канавки с небольшим износом.
Также применяют для восстановления поршневых канавок аргонно-дуговую наплавку. Для наплавки используют неплавящиеся вольфрамовые электроды. Их затачивают в виде карандаша. В зону дуги под определенным давлением подается аргон. Дуга разрушает поверхностную оксидную пленку, а аргон предохраняет расплавленный и присадочный материал от окисления. Присадочным материалом может быть проволока или полоса из того же сплава, что и основной материал. Допускается применение алюминиевой проволоки марки АК, содержащей до 5% кремния. Для сварки используют специальные установки УДГ-301, УДГ-501, УДАР-500 [4-5]. Защитный газ в этих установках подается автоматически с помощью электромагнитного клапана. Источником питания служит сварочный трансформатор с дросселем насыщения.
Достоинством является то, что восстановление производится материалом сходным по составу с основным, а так же высокая скорость наплавки.
Недостатком данного способа является наличие высокой температуры в зоне наплавки, что может привести к деформации детали.
Применяется для восстановления геометрии поршневых канавок метод пластического деформирования материала, заключающийся в осаждении наружного диаметра поршня в местах разделения поршневых канавок с последующим выглаживанием высаженного материала. Достоинством данного способа является простота и дешевизна его реализации. К недостаткам относят невозможность многократного восстановления таким способом.
Возможно для восстановления канавок поршней применение гальванического осаждения покрытий. Метод заключается в формировании на изношенной поверхности поршневых канавок слоя металла осажденного из электролита под действием химических реакций и электрического тока. Метод весьма эффективен при условии обеспечения высокой прочности сцепления осаждаемого покрытия с материалом поршня.
В настоящее время все чаще при восстановлении деталей машин находят полимерные материалы. К сожалению, для восстановления поршней ДВС они пока не подходят ввиду невысокой устойчивости полимеров к высоким температурам и ударно-вибрационным нагрузкам. Но возможно в ближайшем будущем полимерные материалы избавятся от этих недостатков и займут свое место среди технологий восстановления поршней ДВС автомобилей.
- Захаров, Ю.А. Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей [Текст] / Ю.А. Захаров, Л.А. Рыбакова // Молодой ученый. – 2015. – №1. – С. 157-160.
- Захаров, Ю.А. К вопросу о совершенствовании гальванических способов восстановления деталей мобильных машин [Текст] / Ю.А. Захаров, И.А. Спицын, Е.В. Ремизов, Г.А. Мусатов // Модели, системы, сети в экономике, технике, природе и обществе. – 2014. – №4(12). – С. 99-104.
- Захаров, Ю.А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е.В. Ремизов, Г.А. Мусатов // Молодой ученый. – 2014. – №19. – С. 199-201.
- Голубев, И.Г. Анализ технологических процессов восстановления деталей гальваническими покрытиями [Текст] / И.Г. Голубев, В.В. Быков, А.Н. Батищев, В.В. Серебровский, И.А. Спицын, Ю.А. Захаров // Состояние и перспектива восстановления, упрочнения и изготовления деталей / Сб. материалов. науч.-практ. конф. – Москва: МГУЛ, 1999 – С. 127-128.
- Голубев, И.Г. Мониторинг технологических процессов восстановления деталей [Текст] / И.Г. Голубев, В.В. Быков, А.Н. Батищев, В.В. Серебровский, И.А. Спицын, Ю.А. Захаров // Технический сервис в лесном комплексе / Сб. материалов. науч.-практ. конф. – Москва: МГУЛ, 2000.– С.31.
- Родионов, Ю.В. Производственно-техническая инфраструктура и основы проектирования станций технического обслуживания автомобилей и автотранспортных предприятий: учебное пособие [текст] / Ю.В. Родионов. – Пенза: ПГУАС, 2012. – 267 с.
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте или через форму обратной связи.