Шлицевые соединения
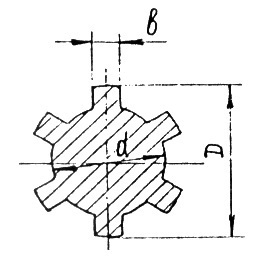
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1), входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступ на валу выполняют фрезерованием, строганием или накатыванием. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
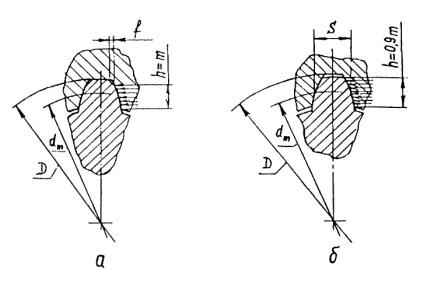
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
В соединениях с эвольвентным профилем применяют центрирование по боковым поверхностям S зубьев (рис. 3, б), реже — по наружному диаметру D (рис. 3, a).
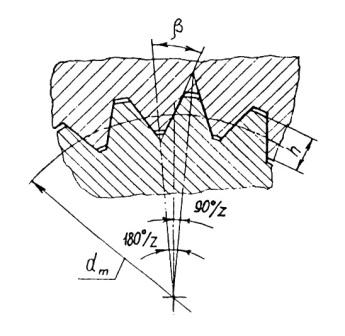
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник: Дианов Х. А. , Ефремов Н. Г. , Мицкевич В. Г. Детали машин. Курс лекций – М. , 2007
Детали машин
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений — передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) .
Шлицевые соединения стандартизованы и широко распространены в машиностроении.

Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений — более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения — неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов — прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный.

Центрирование по наружному диаметру D (рис. 2,а) . В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм .
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ) .
Центрирование по внутреннему диаметру d (рис. 2,б) .
Применяют при высокой твердости ступицы ( ≤ 45 HRC) , например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — шлифованием на внутришлифовальном станке, на валу — шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов) .
Центрирование по боковым поверхностям b (рис. 2,в) . В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес) .
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D .
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже — по наружному диаметру D .
Шлицевые соединения с треугольным профилем
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов–зубьев ( z = 20. 70; т = 0,2. 1,5мм) . Угол β профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля) .
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500МПа .
Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500 Н/мм 2 (МПа).
В Таблице 1 приведены значения [σ]см , принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [σ]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.
Таблица 1 . Допускаемые напряжения смятия при средних условиях эксплуатации
Кулиса, чтоб её

Однако, импровизированный прес не дал результат — втулка расширяется, и не влазит. От отчаяния пошел по мастерским рядом с гаражами, мне ответили, что сегодня не работают и даже если бы работали — не смогли бы запресовать её туда. И только после этого я начал раздумывать над тем, как же они умудрились её туда вставить. Присмотревшись, под слоем пыли, герметика какого-то, грязи и масла увидел наплыв. Почистил и увидел заклепки, а позже вторую часть кронштейна… Карл, я час с этим морочился! Ладно, электричества на яме нет, чтобы высверлить заклепки, поэтому ставим как есть. (на следующий день кронштейн был располовинен, а втулка поменяна, так что стираем все что написали в комментах по этому поводу).
После сборки оказалось, что задняя передача больше не существует. За неимением опыта я не знал об этих настройках. Подозрение пало на промежуточный рычаг, так как мячик резиновый очень туго ходил в кронштейне (не знаю как называется эта деталь) и поменял его на старый. Однако, когда приехал Юра и помог настроить кулису, задняя появилась. Все дело в шлицевом соединении
Необходимо ослабить зажим и вытянуть тягу со шлицевого соединения, после выставить на штоке переключения передач снизу определенные значения

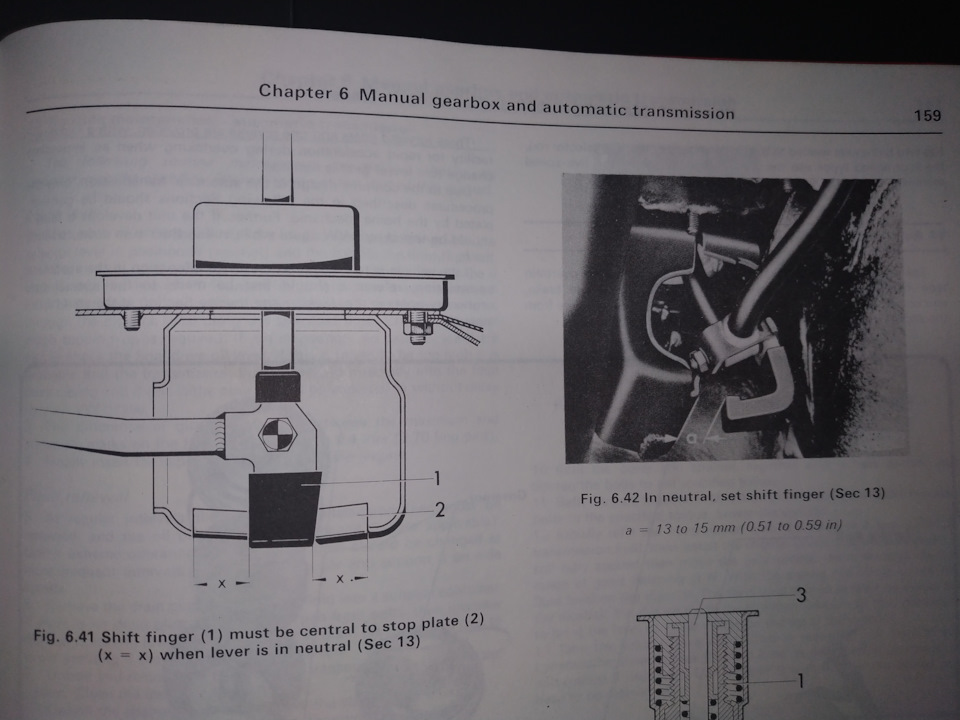
Это так называемые «заводские настройки кулисы», на нейтральной передаче расстояние от края наконечника до упора — 13-15мм, расстояние до концов выступа на упоре паралельно краям наконечника — одинаковое. Не факт, что это сработает у всех, все зависит от степени разбитости кулисы, так что регулировки у каждого должны быть индивидуальны. После этого фиксируя тягу на месте (лучше делать в 4 руки), надеваем на нее зажим так, чтобы настройки не сбились, кронштейн в котором ходит промежуточный рычаг стоял ровно вертикально и до тех пор, пока промежуточный рычаг (который с мячиком) будет перпендикулярен основанию, к которому он прикручен. Зажимаем болты на зажиме и пробуем переключать. Если не получилось добиться желаемого результата — повторяем действия с регулировкой, увеличивая зазоры от стандартных на свое усмотрение.
На следующий день когда меняли втулку кронштейна, поменяли и промежуточный рычаг на новый обратно. Мне кажется, что кто-то раньше разбирал эту кулису, так как были не оригинальные втулки и били молотками по кроштейну, в котором ходит резиновый мячик промежуточного рычага (наверное, чтобы не покупать новый и убрать люфт), от чего новый мячик ОЧЕНЬ туго ходит. Не стали заморачиватся и оставили старый.
Пост писал как инструкция для себя, возможно пригодится в дальнейшем. Буду рад, если пригодится кому-то в будущем также, если будет конструктивная критика или корректные дополнения, оставлю их потом в этом посте. Все кто говорят, что перебрать кулису сложно — либо никогда этого не делали, либо делали неправильно. В мире нет ничего сложного, есть только ленивые люди.
Номера запчастей:
171 711 574 A — Штанга селектора (черная маленькая тяга, возможно, должна быть белой, так в комментариях говорят)
171 711 593 D — Штанга селектора (белая изогнутая тяга)
171 711 163 D — Промежуточный рычаг (с мячиком резиновым)
1131700710 — Ремкомплкт кулисы со всеми втулками и прокладками
В ремкомплект не входят две втулки, поэтому лучше заказать их сразу и поменять
171 711 166 — Вкладыш подшипника
Карданный вал
Карданный вал – это агрегат, который непосредственно передает крутящий момент (энергию вращения) колёсам.
Новички иногда путают понятие «карданный вал» и «карданная передача». Чтобы этого не происходило, важно усвоить следующие вещи:
- Карданный вал имеет две точки опоры, никаких промежуточных опор у него не существует.
- Карданная передача может иметь несколько опор и включает в себя несколько карданных валов.
Карданные валы легко встретить на легковом транспорте (полноприводные и заднеприводные авто), малотоннажных грузовиках, автобусах, самосвалах, фурах, автокранах, погрузчиках, тракторах, квадроциклах. А вот у переднеприводных авто карданные валы непопулярны. Сложно добиться синхронного вращения валов. Исключение – транспорт с КВ со ШРУСом.
Устройство карданного вала
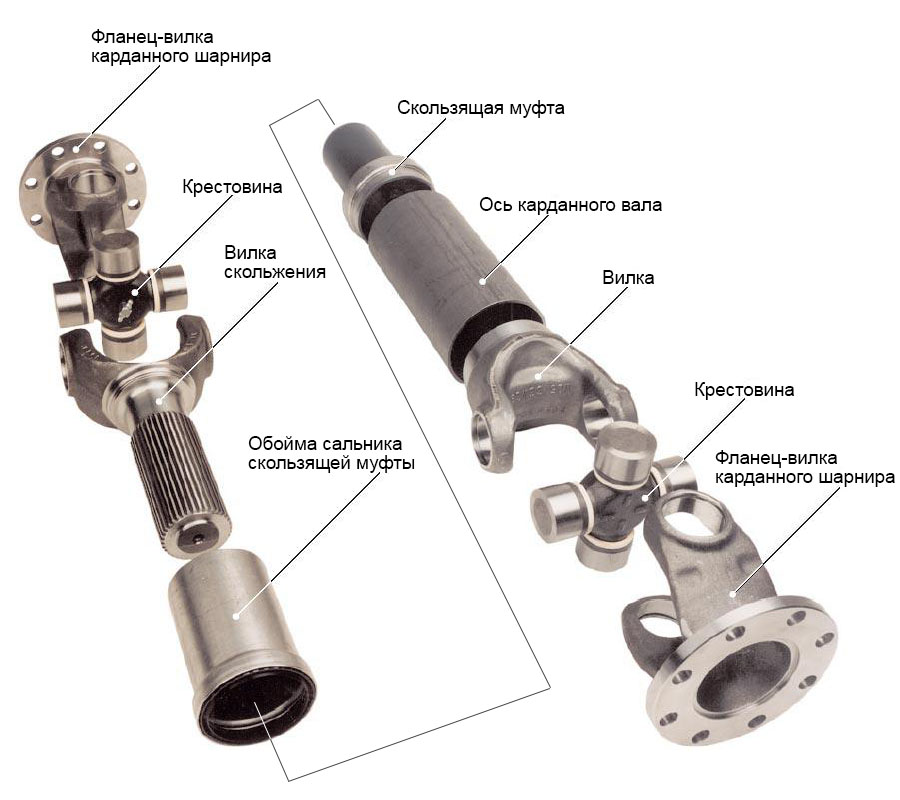
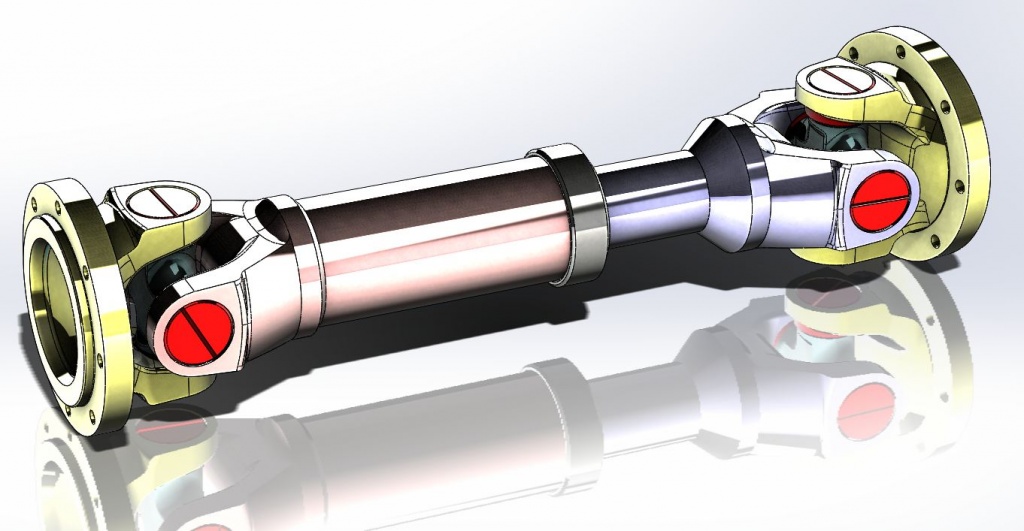
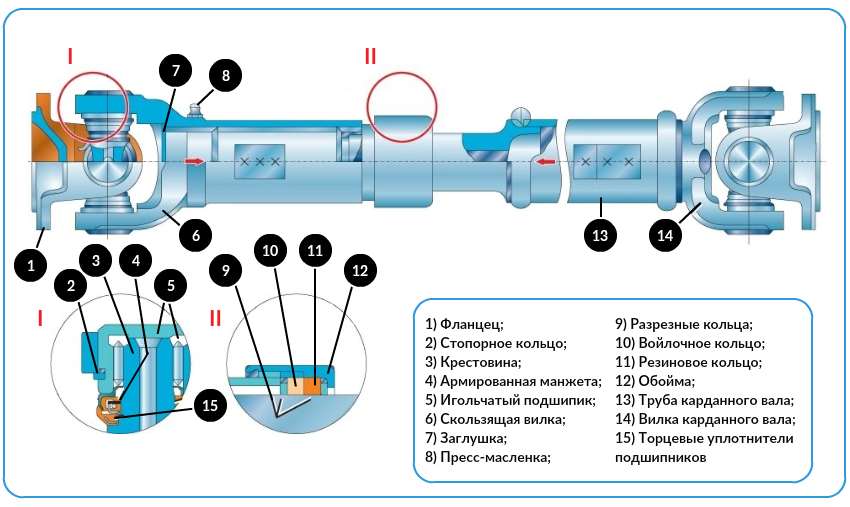
Основные элементы наиболее популярной модификации устройства:
- Центральный вал (карданная труба, ось). Полая труба из металла. Цельнотянутая деталь. Конструктивный элемент, на который крепятся другие детали.
- Крестовина. Важна для реализации функции контроля углов переменного наклона и, соответственно, вращающихся элементов. Корректный диапазон углов переменного наклона — от 0 до 20 градусов. Это важно для того, чтобы вал не прерывал вращения. Качественные крестовины изготавливаются из легированной стали путём горячей штамповки.
- Приварная вилка. Соединительный элемент между промежуточным и основным валом. Играет роль компенсатора расстояния по высоте между валами. Значение приварной вилки особенно легко оценить на бездорожье. При подборе вилки для КВ (например, в случае замены) важно учитывать величину крестовины, посадочный диаметр трубы, максимальный угол шарнира и тип крепления.
- Фланец-вилка шарнира (фланец кардана). Фланец-вилка монтирована в области крепления вала к мосту. Состоит из фланца (плоского диска) и двух рогов, в которых сделаны отверстия под крестовину, для болтов. Вилка крепится к ответному фланцу на ведущих мостах или коробке передач. Наиболее перспективные — вилки–фланцы с 4-мя шлицевыми «пятками» в зонах установки болтов и шлицами на ответных фланцах. Такие решения — гарант качественного соединения узлов. При выборе фланца при замене детали важно учитывать диаметр отверстий и их количество, диаметр самого фланца.
- Шлицевое соединение. Ответственно за трансформацию рабочей длины при движении. Одна точка шлицевого соединения фиксируется на коробке передач, другая — на редукторе. Когда транспортное средство вынуждено преодолевать ухабы, ямы, то интервал между точками опоры возрастает, и благодаря шлицевому соединению кардан «растягивается».
Обе вилки, крестовина и шлицевое соединение образуют так называемый шарнирный узел. Его основная задача — передача крутящего момента с изменяющимся углом.
Исключение! На некоторых внедорожниках вместо крестовины можно встретить карданы с ШРУС. В этом случае шлицевое соединение отсутствует.
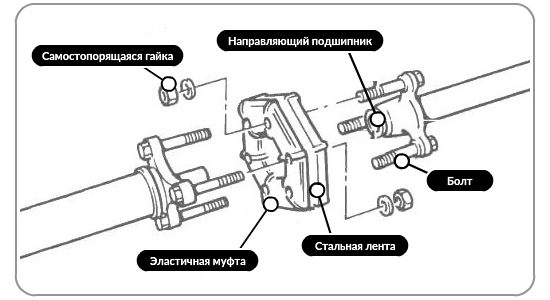
Устройство ряда КВ включает эластичную муфту. Она помогает сгладить колебания крутящего момента и компенсировать осевые, угловые отклонения.

Подшипники
Если же речь идёт не только о карданном вале, но и карданной передаче в целом, рассматривая устройство, нужно не забывать про подшипники. Для поддержания карданного вала в технически корректном положении на нем установлен подвесной металлический подшипник с металлической обоймой и резиновой подушкой.
Именно подвесной подшипник принимает на себя нагрузку (осевую, радиальную), обеспечивает вращение, качение. Это один из наиболее нагруженных элементов трансмиссии, поэтому требует регулярного технического обслуживания.
Промежуточный подшипник выполняет функцию поддержки основного вала, обеспечивает ему возможность вращаться в необходимом направлении. Наиболее лучшими демпфирующими свойствами обладают подшипники в виде кольца, сделанного из эластомера.
Какую функцию выполняет карданный вал?
КВ способен выполнить две важные функции.
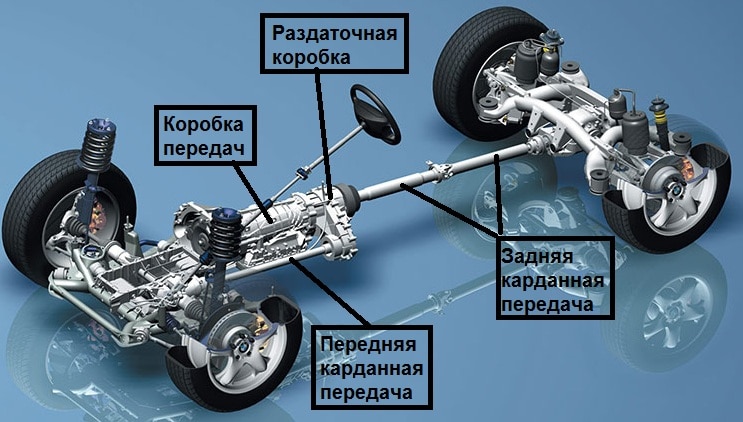
- Базовая. Передача крутящего момента от КП или же раздаточной коробки автомобиля к задним колесам. Кардан позволяет мягко передать момент с трансмиссии на колеса, погасить вибрацию на бездорожье, обеспечить ходу плавность.
- Дополнительная. Играет роль звена между рулевой колонкой и рейкой. То есть это уже часть рулевого механизма. КВ помогает улучшить чувствительность руля.
Виды карданных валов
- По типу карданной передачи: открытый и закрытый КВ. Открытый кардан – отдельный элемент транспортного средства, закрытый – интегрированный в другой узел. Распространённый вариант закрытых КВ – их включённость в картер ведущей оси.
- По конструкции: жесткий кардан, шариковый кардан и кардан кулачкового типа равных угловых скоростей. Передача моментов вращения с вилки у жёстких карданов – неравномерная. Поэтому также решение непопулярно. Его можно встретить только у некоторых легковых авто. У коммерческого транспорта чаще можно встретить шариковые карданы (наиболее популярный вариант) и карданы кулачкового типа. Огромный плюс шариковых карданов – делительные канавки, обеспечивающие оптимальное положение шариков в плоскости. Функционально, практично.
- По материалу. Базовый материал всех КВ – металл. Наиболее популярный вариант в наше время – сталь. Несколько реже встречаются чугунные и алюминиевые КВ.
- По способности выполнить компенсацию. Решения, позволяющие обеспечить компенсации между центрами карданов весомых осевых перемещений, относят к универсальным. Если же такой возможности нет, то пред нами – простые КВ.
- По кинематическим свойствам. Асинхронные и синхронные. Асинхронные конструкции – это популярные решения с крестовиной и вилкой (стоит на транспорте с задним приводом). Синхронные – решения со ШРУСОМ (стоят на переднеприводном транспорте, некоторых моделях полноприводного транспорта). Асинхронная передача по сравнению с синхронной более шумная, но при этом более дешёвая в производстве и простая в обслуживании.
- По количеству опор. На большинстве транспортных средств стоят трехопорные карданы с одним подшипником, выполняющим функцию соединителя между основным и промежуточным валом. Несколько реже встречаются двухопорные конструкции (в основном, они монтируются на грузовики, ряд полноприводных авто). И ещё реже можно встретить трёхопорные конструкции. Это решение, как правило, присуще Chrysler, Lexus.
- По количеству секций. Односекционные (на деле – это труба, в конце которой – крестовины и наконечники) и многосекционные.
Проверка состояния карданного вала
Даже, если авто эксплуатируется в неэкстремальных условиях (езда по городским дорогам), проверка состояния карданного вала нужна каждые 5 тысяч километров. При езде по грунтовым дорогам проверка рекомендуема еще чаще: каждые 3 тысячи км. К спецтехнике предъявляются свои требования. Всё зависит от того, на каких объектах она используется. Наибольшее внимание при проверке уделяется крестовине, которая может начать перекатываться, заедать, а также подвесному подшипнику. Появление люфтов после определенного пробега – вполне закономерное явление.
Очень уязвимо и шлицевое соединение. Прежде всего, потому что это движущийся механизм, который постоянно встречается с динамическими нагрузками.
Проверку деталей рекомендуется проводить в следующем порядке:
- Соединительные элементы (гайки, шайбы) подшипников, муфт, фланцевых вилок. Важно, чтобы не только все соединения были на месте, но и моменты затяжки соответствовали требованиям условий эксплуатации.
- Муфты в момент кручения вала. Недопустимо присутствие на муфтах трещин, а тем более разрывов. Если такая проблема есть, менять деталь нужно в срочном порядке.
- Шлицевое соединение в момент вращения вала. Здесь важно понять, нет ли люфтов. Чтобы оценка состояния шлицевого состояния была максимально достоверной, вращение производить целесообразно в обе стороны.
- Шарниры. Здесь недостаточно просто визуального осмотра. Нужно разместить между вилками отвертку и основательно прокачать. Неприятный момент – это опять-таки нахождение люфта. В этом случае придётся ставить новую крестовину.
- Подшипники. Принципиальное значение имеет, как происходит проверка. Важны навыки. Для того, чтобы не упустить люфт, одной рукой нужно держать КВ, другой дёргают его в разные стороны.
Обслуживание карданного вала
Традиционная схема обслуживания базируется на трёх операциях:
- Проверка состояния вала (см. выше).
- Замена неисправных деталей (именно замена, восстановление при наличии люфтов и трещин – неграмотное решение проблемы).
- Смазка шлицевого соединения. При подборе смазки обращайте внимание на нагрузку сваривания (ответственная за противозадирные свойства). Дорогостоящие продукты ориентированы на нагрузку сваривания до 3920 Ньютонов. Для шлицев на КВ на тяжёлом грузовом транспорте их применение только приветствуется. Для легковых же автомобилей достаточно смазки для низконагруженных шлицев. Переплата за продукт здесь нецелесообразна.
Неисправности карданных валов
Проблема может возникать как у всего устройства, так и только у отдельных его узлов, деталей:
- Поломка приварной вилки. Возникает из-за изначального неправильного монтажа крестовины, повреждения посадочных отверстий под эту деталь, разрушения вилки.
- Поломка фланец-вилки. Возникает из-за износа, появления сколов, трещин или повреждения болтов крепления.
- Выход из строя подшипника. Чаще – из-за естественного износа, ошибках монтажа, постоянного соприкосновения подшипника с пылью, стиля вождения, основанного на постоянном жестком переключении передач.
- Деформация, погнутость КВ. На основании осмотра мастер принимает решение, можно решить проблему сугубо механическим восстановлением или требуется замена ряда элементов.
- Вибрация карданного вала. Чаще всего это «ответная реакция» на некорректную центровку деталей, увеличение зазоров между деталями при эксплуатации транспортного средства в тяжелых условиях эксплуатации, некорректного ремонта (непрофессионально выполненных сварочных работ).
- Кардан начинает «звенеть». Причины могут быть разные. Если повреждена опора, лучший вариант – заменить кардан, если расслабился защитный пыльник – достаточно провести ремонт методом сварки. Самый простой вариант: проблема с крышкой шлицов – достаточно просто заменить на новую.
Снятие и установка карданного вала
Операции по восстановлению, ремонту авто сопряжены с их демонтажем и, напротив, установкой на трансмиссию.
Главное, при снятии КВ требуется соблюдать строгий порядок действий:
- Открутите болты и гайки отвести фланец кардана от редуктора.
- Опустите фланец вниз.
- Открутите болты крепления.
- Отведите кардан от КПП.
- Открутите болты крепления подшипника.
При установке КВ процедуры выполняйте в обратном порядке. Соблюдение этой схемы позволит избежать ошибок.
Дополнительную информацию вы можете посмотреть в модулях LCMS ELECTUDE — платформе для обучения автомехаников, автомехатроников, автодиагностов.