Плунжер
Плунжер представляет собой одну из деталей, которые широко используются в машиностроении. Это изделие имеет гладкую образующую поверхность, причем его длина существенно превышает диаметр.
Основная сфера применения плунжеров – разнообразные гидравлические машины. Именно они часто выступают в роли главных деталей таких узлов, как гидравлические подъемники, гидравлические прессы, насосы, многоступенчатые газовые компрессоры, золотники гидроприводов.
Наименование
Формат файла
Файл архива
Размер файла

Плунжерная пара
Плунжеры это детали машин, которые встраивается в их разнообразные конструкции, выполняют определённые функции и имеют сопрягаемые детали.
В качестве ответных деталей плунжеров в большинстве случаев выступают цилиндры или втулки. В сборе такие конструкции называются плунжерными парами.
Материалом для производства и самого плунжера, и втулки, является высококачественная сталь. Изготавливаются они с высокой степенью точности, причем в процессе выпуска осуществляется их притирка друг к другу. Это необходимо для того, чтобы их сопряжение имело минимальный зазор.
Плунжерные насосы в станкостроении
Для того чтобы станки работали долго и безотказно, необходимо обеспечить бесперебойную смазку тех их деталей, которые испытывают трение.
На производстве сейчас все большее распространение получают станки с числовым программным управлением (ЧПУ). Для смазки их основных трущихся частей используются так называемые импульсные системы. Одними из основных их компонентов являются плунжерные насосы. Их использование позволяет осуществлять подачу в систему под достаточно высоким давлением относительно небольших порций смазывающей жидкости.
При помощи специальных клапанов, предусмотренных в плунжерных насосах, производится перепускание избыточного количества масла. Благодаря этому в нагнетательной магистрали постоянно поддерживается необходимое давление.
Топливные насосы высокого давления
Дизельные двигатели имеют очень хорошие технико-экономические показатели, и поэтому очень широко используются в автомобилестроении.
В процессе функционирования дизеля непосредственно в его камеры сгорания производится впрыск и распыление топлива. Там же в этот момент находится и сжатый и разогретый до высокой температуры воздух. Как только топливо смешивается с ним, оно воспламеняется и сгорает.
То, насколько ритмично и качественно будет осуществляться рабочий процесс дизельного двигателя, во многом зависит от того, каким образом и в какой именно момент времени осуществляется подача топлива, а также от того, как производится его распыление и распределение по всему объему камеры сгорания.
Таким образом, можно констатировать, что одной из важнейших систем дизельного двигателя является именно топливная, поскольку она осуществляет непосредственную подачу необходимого количества горючего под нужным давлением и именно в те моменты времени, когда это необходимо. Основными элементами топливной системы любого дизельного двигателя являются форсунки и топливный насос высокого давления.
С помощью топливного насоса высокого давления осуществляется подача горючего непосредственно к форсункам. Они, в свою очередь, производят впрыск топлива в камеры сгорания. В конструкцию топливного насоса высокого давления входят плунжерные секции. Они имеют зазоры величиной всего в несколько микрон и являются прецизионными деталями. Именно поэтому при обслуживании и ремонте дизельных двигателей системе питания уделяется повышенное внимание.
Плунжерная пара насоса
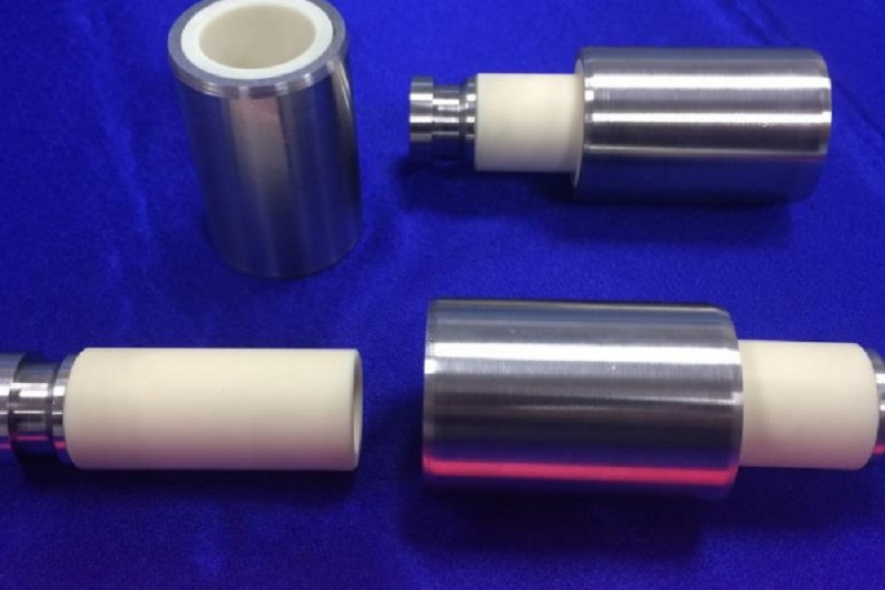
Плунжерная пара топливного насоса высокого давления должна быть изготовлена из прочного долговечного материала, который выдержит соответствующие нагрузки. Именно поэтому все чаще предприятия фармацевтической и пищевой промышленности отходят от металлических и керамических пар, а обращают внимание на изделия из монокристаллического корунда (лейкосапфира).
Производство плунжерных пар из искусственного лейкосапфира
ЗАО «Ростокс-Н» изготавливает плунжерные пары и детали насосов из искусственно выращенного лейкосапфира на собственном производстве. Эти изделия имеют высокую износостойкость и прозрачность, что позволяет визуально контролировать наличие/отсутствие пузырей во время работе насосов.
Размеры плунжерных пар для топливных насосов и насосов-дозаторов не ограничены стандартными, мы изготавливаем изделия по чертежам заказчика от 1 дня. Точность изготовления +/- 0,002 мм, а срок службы – до 20 лет.
Из какого материала изготавливается плунжерная пара ?
Для того чтобы плунжерная пара насоса и другие наши изделия соответствовали высоким требованиям стандартов, мы применяем качественные материалы: лейкосапфир, керамику, специальные стали и сплавы.
Цену плунжерной пары насоса по вашим чертежам вы можете узнать у наших специалистов уже сегодня: оставьте заявку через каталог или по контактному телефону.
Плунжерная пара
Плунжерная пара состоит из 2 основных узлов, каждый из которых выполняет свои функции:
- Плунжер. Его задача состоит в совершении возвратно-поступательных движениях внутри втулки. Длина металлического цилиндра должна значительно превосходить диаметр.
- Втулка. Представляет собой полый цилиндр, изготовленный из особо прочного металла. Внутри втулки сделаны отверстия, обеспечивающие подачу и отвод топлива или рабочих жидкостей.
Существуют две основные разновидности плунжерной пары, различие между которыми состоит в наличии в плунжере специальной кольцеобразной просечки. Назначение просечки заключается в сборе и возврате части топлива в основную магистраль топливного насоса. Стоимость такой плунжерной пары будет выше стоимости узла с плунжером без просечки. Однако дополнительные расходы на изготовление компенсирует повышение эффективности работы дизельного двигателя.

Основная проблема при изготовлении плунжерной пары состоит в обеспечении герметичности рабочего узла, при этом необходимо добиться свободного перемещения плунжера внутри втулки. Задача решается точным соблюдением геометрических размеров. Рабочие поверхности втулки и плунжера обрабатываются для обеспечения необходимой плотности примыкания элементов между собой. Рабочим зазором между втулкой и плунжером сегодня считают расстояние в 1-3 мкм. Такая точность обработки поверхностей элементов рабочего узла позволяет относить плунжерную пару к прецизионным деталям.
Плунжерная пара при эксплуатации подвергается высокому давлению и другим сопутствующим нагрузкам. Это объясняет требования к прочности элементов плунжерной пары, а также устойчивости к физическим воздействиям. По этим причинам для изготовления элементов узла используются износостойкие и высокопрочные марки стали. Для достижения необходимой точности геометрических размеров двух элементов и соблюдения технологии обработки металла работу выполняют на способном обеспечить эти параметры современном оборудовании. Работа плунжерной пары во многом определяет параметры работы всего дизельного двигателя.

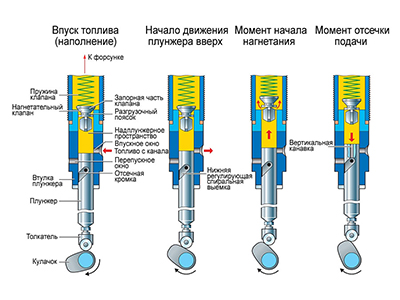
Принцип работы плунжерной пары
Штатная схема работы плунжерной пары:
1. В начале цикла работы плунжер под действием пружин находится в нижней части втулки.
2. Под воздействием кулачкового вала плунжер перемещается в верхнюю часть втулки, увеличивая давления топлива над вытеснителем.
3. При повышении давления топлива открывается клапан и топливо через форсунки поступает в камеру сгорания.
4. В конце цикла плунжер под воздействием пружин возвращается в начальную позицию.
Надежность и долговечность плунжерной пары во многом объясняется именно простотой принципа работы этого узла.
Применение и назначение плунжерной пары
В топливном насосе высокого давления плунжерная пара выполняет следующие функции:
- обеспечение поступления дизтоплива к форсункам с одновременным повышением давления;
- дозирование требуемого объема топлива для доставки к форсункам;
- установление оптимального режима впрыска дизтоплива в камеру сгорания.
Добиться точного и эффективного выполнения данных функций позволяет совместная работа плунжерной пары совместно с системами амортизации и контроля. Автоматика определяет параметры и характеристики, которые должны быть достигнуты в ходе работы плунжерной пары.
Еще одна сфера применения плунжерных пар – различные по конструкции и назначению насосы, гидромашины, другое аналогичное оборудование.

Преимущества и недостатки плунжерной пары
Востребованность дизельных двигателей значительно возросла после появления топливных насосов высокого давления, в которых одним из основных рабочих узлов стали плунжерные пары. Объяснить такой взрывной рост популярности ТНВД можно техническими и эксплуатационными характеристиками топливного насоса благодаря применению в конструкции плунжерной пары. Основные преимущества рабочего узла и всего ТНВД:
- Исключительная надежность узла. Такую характеристику справедливо применять как к самой плунжерной паре, так и ко всему дизельному двигателю.
- Возможность ТНВД и плунжерной пары одновременно решать несколько задач, включая подачу топлива под высоким давлением, дозирование объемом топлива, выбор оптимального режима впрыска топлива для сжигания в камере. Такая универсальность дает возможность обеспечить эффективную работу дизельного двигателя.
- Основным преимуществом дизельных двигателей является высокий КПД, что вместе с экономичностью дизельных ДВС сегодня приобретает особое значение, в первую очередь с точки зрения экономии денежных средств.
- Не менее значимым преимуществом является экологичность дизельных двигателей. Надо отметить, что полностью безопасным дизельный ДВС считаться не может по вполне понятным причинам. Однако современные дизели благодаря эффективной работе и практически полному сжиганию дизтоплива стали отвечать строгим действующим экологическим стандартам. При этом дизельный двигатель для работы нуждается в относительно небольшом количестве дизтоплива. Небольшой расход топлива приводит к минимальному объему выбросов вредных веществ, что также надо учесть при оценке экологичности дизельного ДВС.
Среди значимых недостатков плунжерной пары следует назвать износ элементов рабочего узла. Износ объясняется сложными условиями эксплуатации рабочего узла. Продлить срок службы плунжерной пары позволяет изготовление элементов узла из высокопрочных марок стали с точным соблюдением технологии производства. Однако даже выполнение этих условий полностью не исключает возможного износа деталей.
Материалы плунжерных пар ТНВД. Изготовление и контроль
Плунжерные пары, насосов высокого давления работают в условиях больших нагрузок и интенсивного истирания В процессе возвратно-поступательного движения плунжера и при малых зазорах происходят большие износы как цилиндрических поверхностей плунжера и гильзы, так и их кромок и торцов. Эти износы обусловливаются наличием в топливе твердых примесей, деформациями плунжера и гильзы н боковыми силами, устранить которые полностью не представляется возможным. Поверхности плунжера и гильзы изнашиваются неравномерно. Больше изнашивается обычно верхняя часть плунжера, обращенная к полости нагнетания, а также поверхности у распределительных кромок. Вследствие износа на поверхностях плунжера и гильзы образуются продольные риски, повышается овальность и конусность рабочих поверхностей. По этой причине увеличивается зазор между плунжером и гильзой, уменьшается плотность пары и увеличиваются утечки В результате уменьшается коэффициент подачи системы, падает давление подачи, изменяется угол опережения подачи и усиливается неравномерность распределения топлива по отдельным цилиндрам. Эти нарушения в работе топливной системы приводят к повышению удельного расхода топлива, снижению эффективной мощности дизеля и неустойчивой работе дизеля на малых, скоростных и нагрузочных режимах.
Чтобы предотвратить быстрый выход из строя топливной аппаратуры, плунжерные пары следует изготовлять из таких материалов, которые хорошо противостоят механическому истиранию, коррозии и вредному воздействию различных примесей, встречающихся в дизельных топливах. Материалы плунжерных пар должны иметь высокую твердость и износостойкость в условиях повышенных давлений топлива, иметь малый коэффициент линейного расширения, сохранять размеры и геометрическую форму, хорошо обрабатываться.
Материалом для плунжера и втулки служат стали ШХ15 или ХВГ (ГОСТ 5950—73). Допускается изготовлять плунжерные пары и из хромомолибденовых сталей. В случае наличия резьбовых соединений можно применять малоуглеродистую легированную сталь. Применяют также хромоалюминиевые стали.
Радиально-плунжерный ТНВД фирмы «Бош»
В процессе обработки плунжерные пары подвергают термической обработке. Детали, изготовленные из малоуглеродистых сталей, проходят цементацию. Цементируют рабочие поверхности на глубину 1—1,5 мм. Детали из хромоалюминиевых и хромоалюминиевых с добавками молибдена сталей азотируют на глубину 0,2—0,5 мм. Азотирование деталей позволяет повысить поверхностную твердость при вязкой сердцевине детали и антикоррозионную стойкость работающей поверхности, а также уменьшить брак по трещинам. После азотирования детали шлифуют на глубину 0,02—0,05 мм для снятия хрупкою поверхностного слоя (эпсилонфазы).
Однако азотированные детали, обладая хорошей износостойкостью и коррозионной стойкостью, имеют повышенную хрупкость. При механической обработке на станках наблюдается выкрашивание азотированного слоя По этой причине эти стали широко не применяют.
Плунжерные пары подвергают закаливанию для повышения твердости поверхностного слоя. Твердость трущихся поверхностей плунжеров и их торцов должна быть HRC 55. Направляющие цилиндрические поверхности гильзы и плунжера притирают совместно. Перед притиркой поверхности плунжера и втулки проверяют на отсутствие волосовин и трещин. Плоскостность уплотняющих поверхностей проверяют стеклянной пластиной для интерференционных измерений. Допускается не более трех интерференционных полос.
Компенсатор атмосферного давления (ADA)
Диаметральный зазор между плунжером и втулкой для увеличения срока службы выбирают минимальным, но обеспечивающим легкость передвижения плунжера во втулке. В поперечном сечении, проходящем через отсечное окно втулки, минимальный диаметральный зазор может изменяться от 1,5 до 4 мк в зависимости от диаметра плунжера. Наличие этого зазора обеспечивает получение верхнего предела гидравлической плотности плунжерных пар. Нижний предел гидравлической плотности имеет место при максимальном диаметральном зазоре, изменяющемся от 4 до 8 мк в зависимости от диаметра плунжера. Правильность выбора диаметральных зазоров проверяется на стендах. После совместной притирки детали промывают бензином, затем смачивают дизельным топливом и проверяют на легкость передвижения плунжера во втулке. Плунжер, выдвинутый на 1/3 длины протертой поверхности, должен под действием собственного веса свободно перемещаться при любом угловом положении относительно втулки, установленной вертикально.
Гидравлическую плотность плунжерных пар проверяют опрессовкой на гиревых стендах. Опрессовку проводят фильтрованной смесью дизельного топлива и веретенного масла вязкостью 9,9—10,9 сСт при температуре 16—20° С. При герметически закрытой втулке со стороны полости нагнетания на плунжер, установленный в положение максимальной подачи, создается нагрузка, соответствующая давлению смеси в подплунжерном пространстве 20±1 МПа. Гидравлическую плотность измеряют временем, в секундах, хода плунжера от момента его нагружения до момента отсечки, когда движение плунжера резко увеличивается. Плотность гладких плунжеров определяется временем, необходимым для перемещения плунжера на величину заданного хода. Плунжерные пары плотностью меньше требуемой разукомплектовывают, а детали их поступают на участок сборки. При слишком большой плотности плунжерные пары проходят дополнительную притирку.
Прокладочные и электроизоляционные материалы
Годные плунжерные пары сортируют на группы по гидравлической плотности. На насос ставят пары одной гидравлической плотности. Каждую проверенную плунжерную пару маркируют.
Пружины плунжеров воспринимают значительные знакопеременные нагрузки, поэтому материалы, применяемые для их изготовления, должны обладать хорошей прочностью. Для пружин плунжеров обычно применяют стали 50ХФА и 60С2А диаметром 4—11 мм (ГОСТ 14959—79) Термическая обработка проволоки из этих сталей должна обеспечивать твердость HJRC 43—47 для сталей 50ХФА и HRC 44—49 для сталей 60С2А.
Неравномерность шага витков задается так, чтобы при наибольшем рабочем прогибе пружины было гарантировано отсутствие соприкосновения витков. Неприлегание концов опорных витков должно быть не более 0,5 мм. Неперпендикулярность торцов и оси не более 0,1 мм на каждые 20 мм длины пружины. Технология изготовления пружин должна предусматривать проверку их характеристик, оказывающих влияние на рабочий процесс отдельных плунжерных пар.
ПО ТЕМЕ:
- Плунжер-распределитель и линия высокого давления
- Плунжеры топливных насосов высокого давления (ТНВД)
- Втулки плунжеров ТНВД. Конструкция и принцип работы
- Сочленение плунжера ТНВД с толкателем