Какая ширина вкладыша м412 шатунов
Часть 4. Подбор деталей и посильный тюнинг
4.1 Подбор деталей
Мне кажется что это самая долгая и нудная фаза капитального ремонта любого двигателя. Поиск и подбор необходимых запчастей, а также их доработка занимают очень много времени. Надеюсь что читающие этот опус потратят времени уже меньше. Для этого я свел в один список наименование и количество необходимых запчастей для капремонта двигателя ГАЗ-21 и его модификаций (УМЗ-414, 451М, 417, 4178).
Начну от центра к периферии.
БЛОК ЦИЛИНДРОВ
Датчик давления масла М-412 ММ9
Кольцо уплотнит. гильзы УАЗ — 4 шт
Прокладки двигателя набор 7 шт 469-1000-РК
Прокладка поддона (резинопробковая) 21-1009072/73А
Прокладка боковой крышки (короб толкат.) пробк ГАЗ 20-1002116-А — 2 шт
Крышка толкателей в сборе с трубкой вентиляции
Крышка распределительных шестерен в сборе 21-1002058Б
случайно по объяве нашел за 8 уе. В целом состояние нормальное, но сальник надо менять.
Передний сальник коленвала с отражателем в сборе 21-1005032 (55х80х10)
Прокладка двигателя 4-ка (левая и правая) УАЗ 21-1005163 — 2 шт
Краник сливной 1/4 сливной водяной рубашки
Шпильки ГБЦ УМЗ-417 12 мм — 10 шт
Шайбы под гайки ГБЦ — 10 шт
Гайки ГБЦ М12х1 — 10 шт
СЦЕПЛЕНИЕ
Сцепление УАЗ LUK корзина+диск 625 2339 09
Вилка сцепления
Шаровая опора вилки сцепления с болтом М10 х 1 х 32.
Шланг смазки выжимного
Кронштейн масленки выжимного подшипника
Болт М10 х 35 крепления картера к блоку нижний — 4 шт
Шайба пружинная М10 — 4 шт
Болт М10 х 28 крепления картера к блоку верхний — 2 шт
Болт М12 х 35 крепления картера к блоку — 2 шт
Шайба пружинная М12 — 2 шт
Усилитель картера сцепления прав. 21-1601264
Усилитель картера сцепления лев. 21-1601265
Болт М8 х 30 крепления усилителя к картеру сцепления — 4 шт
Болт М10 х 32 крепления усилителя к блоку — 4 шт
КОЛЕНВАЛ И МАХОВИК
Вкладыши коренные 24-1000102 -1 комплект
Сальниковая набивка Mercedes
Маслоотражатель коленвала 21-1005042-Б1
Вкладыши заднего подшипника 63,25 мм ВК-21-1005134-ЕР — 2 шт (ОГРОМНОЕ ЧЕЛОВЕЧЕСКОЕ СПАСИБО Адилю Мехмандарову за эти вкладыши, прислал аж из Азербайджана!!)
Коленвал прошлифован под ремонтный размер. Кореннные шейки -0,75, шатунные -0,25. Соответственно потребуются вкладыши ремонтного размера 0,75 коренные и 0,25 шатунные. Ширина вкладышей коренных подшипников разная: вкладыши первого (переднего), второго, третьего и четвертого подшипников имеют ширину 30,5 мм, а пятого (заднего) — 39,5 мм. (после 1964 г. все коренные вкладыши делались одинаковые 30,5мм). Все коренные вкладыши имеют кольцевую канавку для непрерывного питания маслом шатунных шеек коленчатого вала, совпадающую с отверстием в коренной шейке. Верхние вкладыши всех коренных подшипников имеют посередине отверстие, через которое из канала в блоке подводится масло к подшипникам; в нижних вкладышах этого отверстия нет. Вкладыши заднего коренного подшипника, кроме того, имеют еще вторую кольцевую канавку, расположенную вблизи заднего торца. Назначение этой канавки — сбор и отвод масла, вытекающего из подшипника, и тем самым облегчение условий работы заднего сальника коленчатого вала. Из канавки масло отводится в картер через отверстие в нижнем вкладыше и совпадающее с ним отверстие в крышке подшипника. Начиная с ГАЗ-24 вкладыши заднего коренного не имеют второй канавки и отверстия для сброса масла. Вот оно объяснение того что с Волги капает масло. Так что я решил найти родные 21-е вкладыши хотя бы на самую нагруженную 5 шейку. Остальные поставлю от 24-ки (шириной 25.5 мм). Они хоть на 5 мм поуже, но по замкам подходят, да к тому же у 24-х материал попрочнее 21-х. Можно поставить весь комплект 24-х, но придется перебивать замки на последней 5 шейке, иначе на вкладышах не совпадают масляные канавки.
Если же у кого возникнет желание поставить все же широкие вкладыши, а в продаже 21-х нет, то можно купить комплект вкладышей ГАЗ-51,52. Да в общем 51 и 52 это одно и то же. Причем в комплекте 8 вкладышей (4 пары) и 3 размера коренных по ширине. Самый первый как 21е четыре, самый последний как 21й последний но пошире. (ножовкой можно отрезать лишнее до ширины 39,5 мм, остальное сточить напильником) средние вкладыши как 24кины — узкие. Если хочется чтоб везде стояли широкие, то потребуется 4 комплекта. Из них извлекаем 4 пары вкладышей первых шеек и пару последней шейки. Однако это будет дороговато. Мой консультант по покупкам (жаба) сказала мне КВА! Шатунные вкладыши к родным шатунам подойдут 24-е.
Болт M8 х 14 крепления шкива КВ — 3 шт
Шайба пружинная М8 — 3 шт
Болт M6 х 12 держателя сальника — 6 шт
Шайба пружинная М6 с зубцами — 6 шт
Прокладка заднего коренного подшипника (4-ка) левая и правая 1+1 шт
РАСПРЕДВАЛ
Болт М8 х 20 упорного фланца распредвала
Распредвал дв.402
По распредвалам — спорный вопрос. На сколько я осведомлен, штатные распредвалы УМЗ417,ЗМЗ24,402 абсолютно одинаковы по геометрии кулачков. Я специально в сети искал различия этих РВ. Кто пишет что кулачки другие, кто пишет что одинаковые. Вопрос «чем отличаются?» неоднократно задавался в нескольких ФАКах и даже ЗАВОДЧАНЕ отвечали, что РАЗНИЦЫ НЕТ. Разница есть только в материале (чугун для РВ УМЗ, а стальная ковка для ЗМЗ) и УСЁ! ИМХО ощущения типа «поставил РВ от 402 и сразу порвал зубилку аки Тузик тряпку» вызваны ничем иным как просто самим фактом замены РВ на новый. Никто же не менял новый 21-й РВ на новый же 402-й. По крайней мере я таких фактов не замечал. Износ кулачков никто не отменял. Да и сам я в магазе смотрел РВ 24-й и 417-й — один к одному. После этого на тему РВ я остыл и успокоился. Хотя по логике вещей РВ просто обязаны быть разными, ведь у 417,24,402 движка изменяется диаметры впускных и выпускных клапанов, а это уже обязывает изменять фазы газораспределения.
Шестерня распредвала
Шестерню распредвала купил производства ЗМЗ. Брал у официального дилера ГАЗа и ЗМЗ. Там все же меня убедили что текстолитовые уже не выпускаются, а новые (белого цвета) из карбонида или ещё из какой хрени (точное название не помню) прочнее текстолитовых и не так шумят. А типа текстолитовые делает хрен знает кто. Ну повертел я в руках её, выполнена аккуратно, ровная, отличается от тектолитовой наличием с обоих сторон ребер жесткости. Решил — возьму. Стоит 10,5 уе. Потом ради интереса зашел в другой магаз. Лежит тоже белая шестерня материал по цвету похож, но вся в заусенцах и нет ребер жесткости. Рядом лежит такая же текстолитовая — тоже вся в заусенцах. Текстолитовая 11 уе, пластмассовая — 6 уе. Надеюсь что ЗМЗ-шная отработает как надо.
ГОЛОВКА БЛОКА
Головка блока цилиндров ГАЗ-24 (можно оставить родную)
Неожиданно подвернулась по объяве за 1500 р. Что из себя представляет ГБЦ-24. Каналы круглые, впускные клапана 47 мм. Что тут можно ещё добавить. Наверное займусь полировкой впускных/выпускных каналов и камер сгорания. А вобще у меня мысль инсталлировать коллектор под штаны (2 выхлопные трубы).
Комплект пружин, тарелок, сухарей ГБЦ (сухари лучше взять новые)
Коллектор ГАЗ-24 под «штаны» (можно б/у)
Крышка отверстия водяной рубашки ГБЦ «танчик» 4024-1003082 под штуцер 1/2 дюйма!! для улучшения отопления (Газель с двигателем 402, 421, 410)
Шайбы под коллекторные гайки М10 7 шт (можно взять со старой ГБЦ)
Гайки коллекторные М10х1 ГАЗ-24 медные 4 шт
Шпильки коллекторные ГАЗ-24. 5 коротких, 2 длинные
Клапан выпускной ГАЗ-53, 3307 66-1007015 4 шт
Клапан впускной 402-1007010 4 шт
Толкатель клапана ГАЗ-24,53, ЗиЛ-130 (21-1007055) 8 шт
Сальники клапанов SM ГАЗ-53, ГАЗ-24 (24-1007036) 8 шт
Прокладка ГБЦ ГАЗ-24
Винт М6 х 16 крепления крышки коромысел 6 шт
Гайка М10 х 1 крепления оси коромысел 4 шт
Шайба диаметром 11 4 шт
Шплинт 4 х 30 2 шт
Пробка 1/8 коническая масляного канала 262531-П (со старой ГБЦ)
ПОРШНИ И ШАТУНЫ
Поршень 93 мм, палец, стопорное кольцо (ОАО Автозапчасть) 53-1004014БР — 1 комплект
Кольца поршневые SM 93 мм — 1 комплект
Поршневые кольца выбрал немецкие SM. C виду с нашими не сравнить, очень много хрома на внешней поверхности компрессионных колец, посмотрим как они себя покажут.
Шатуны в сборе 24-00-1004045-02 — 4 шт
Втулки шатуна — 6 шт (2 лишних на всякий случай)
Вкладыши шатуна 57,75 мм (0,25) ВК-241-1004057-ВР — 1 комплект
ПОДВЕСКА ДВИГАТЕЛЯ
Подушка двигателя передняя (центральная) Г-2410 20-1001020-А-АРМ — 2 шт
Гайка М8 х 1 — 8 шт
Болт М12 х 25 крепления передней опоры двигателя — 2 шт
Болт М10 х 30 крепления лапы к блоку — 6 шт
Шайба пружинная М10 — 6 шт
Шайба пружинная М8 — 8 шт
Подушка задней опоры двигателя в сборе (под КПП) 21-1001050-Б
По подбору запчастей это всё. Дополнительно лучше всего взять болтов М6, М8, М8х1, М10, М12 и пружинных шайб побольше с запасом, чтоб хватило не только на один капремонт, они и потом тоже могут пригодиться. Во время сборки двигателя наверняка список пополнится, так что это не окончательная редакция. После сборки и установки на автомобиль я выложу этот список в MS Exel с ценами и общей суммой получившейся в итоге. Файл будет доступен для скачивания, а пока только так.
4.2 Посильный тюнинг
Двигатель ГАЗ-24 (ЗМЗ-2401) в отличие от двигателя ГАЗ-21 (ЗМЗ-21) имеет мощность 85 л.с только из-за применения ГБЦ имеющей круглое сечение каналов и увеличенные впускные клапана, т.к. все остальное у него почти такое же как и у 21-го. Двигатель ЗМЗ-24Д за счет повышения степени сжатия развивает уже 95 л.с. В двигателе ЗМЗ-402 прибавляется настроенный выпуск («штаны», резонатор-глушитель-резонатор) и выпускные клапана увеличенного диаметра (39 мм) что дает повышение мощи уже до 100 л.с. Имеющаяся у меня ГБЦ двигателя 24Д при установке на двигатель ГАЗ-21 приблизит его характеристики к характеристикам двигателя ЗМЗ-24Д. Для установки ГБЦ-24 на двигатель М21 нужно заменить все шпильки на современные УАЗовские 12 мм. Это потому что ГБЦ-24 с правой стороны по ходу движения (там где коллектор) толще 21-й из-за наличия больших каналов. Шпильки с этой стороны должны быть длиннее.
Кроме того это повлечет за собой замену коллектора. Их 4 вида.
1. Одна приемная выхлопная труба и двухкамерный карбюратор (Волга с двигателем 2401, 24Д, УАЗ с двигателем 4178).
2. Две приемные выхлопные трубы (штаны) и также двухкамерный карбюратор (только от Волги ГАЗ-24 позднего выпуска или 2410 с двигателем 402).
3. То же что и п.1 но под однокамерный карбюратор(УАЗ с двигателем 417).
4. Как и п.2 но расположение фланцев такое что масляный фильтр не мешает. Есть кронштейн для тяги привода карбюратора. Это самый лучший вариант с токи зрения настроенного выпуска (УАЗ с двигателем 421).
Если 1 и 2 вариант, то нужно двухкамерный карбюратор, что-то делать с его приводом, а во 2-м ещё и трубы гнуть по месту и ещё умудриться чтобы трубы не задели масляный фильтр.
3-й вариант — ничего не надо, даже карбюратор останется однокамерный.
4-й вариант — карбюратор двухкамерный искать и гнуть трубы.
Я за не имением такового поставил от 402-го под штаны (первый вариант ещё есть, достался мне за смешные деньги), а привод карбюратора буду ставить с тросом и гнуть трубы. Просто хочу чтоб были штаны и настроенный выпуск.
Но это ещё не все. Раз уж улучшать так улучшать. Можно улучшить характеристики двигателя ГАЗ-21 в общем и ГРМ в частности. Начну с того что заводское исполнение любой отечественной запчасти тем хуже, чем позже она выпущена. Просто я могу ради примера привести фотографии одного канала в ГБЦ который ещё не был подвергнут обработке и сразу станет ясно почему я взялся за шлифмашинку.

Всегда имеют место заусенцы, ступеньки, перепады, шершавости, неровности. Все это не лучшим образом сказывается на работе двигателя. Ведь на пути следования рабочей смеси и отработанных газов получаются завихрения за заусенцев, ступенек и перепадов (хорошо видно на фото). Соответственно ухудшается наполняемость и вентиляция цилиндров. Обращает на себя внимание и шершавая поверхность камеры сгорания. Из-за этих шершавостей, неровностей и заусенцев возникают тепловые перегрузки, неполное сгорание смеси и излишнее нагарообразование даже при работе на суперочищенном пропане. Простой пример. На какой сковороде лучше жарить, скажем, картофель? Естественно с идеально гладким дном, т.к. на шершавом будет пригарать не смотря на наличие масла. То же самое касается и камеры сгорания любого двигателя. Удаление ненужных огрехов изготовления ГБЦ помимо всего прочего будет способствовать повышению мощности двигателя, но это не есть самоцель. Главное — обеспечить наилучшие условия для работы двигателя путем снижения механических и тепловых потерь. Механические потери снижаются путем балансировки коленвала+корзины+маховика, выравнивания веса поршней и шатунов, применением хороших масел. Тепловые потери снижаются путем удаления вышеперечисленных оргехов литья ГБЦ и коллектора.
От теории — к практике!
4.2.1. Поршневая группа
Выравнивал по весу отдельно шатуны и поршни. Хоть по инструкции и есть допуск в разнице веса 4 грамма, старался вывести их в ноль. Достал я школьные химические весы и начал взвешивать поршни — разницы почти нет. Если и есть, то 0,3-0,5 г или в пределах погрешности весов. Короче ВОРОНЕЖСКАЯ ПОРШНЕВАЯ РУЛИТ. Шатуны взвешивал с крышками и гайками. Для облегчения поршней, на их бобышках есть специальные наплавки, их можно снимать дрелью с шарошкой.

Шатуны облегчаются так же за счёт наплавок на нижних головках. Дрелью точить не удобно, поэтому работал напильником. Шатуны подогнал по весу быстрее даже чем поршни (сталь тяжелее, снимается бОльший вес при меньших трудозатратах). Что касается технологии взвешивания, то я поступил следующим образом. В качестве противовеса изпользовал старый поршень с разными железяками чтоб был чуть легче, скажем, шатуна. Затем гирями 0,5 — 10 г выравнивал чаши весов.

Так взвешивал каждый шатун и определил самый легкий. Оставляя вес на противоположной чаше тот же что и для легкого шатуна, я брал шатун потяжелее и постепенно стачивал наплавки периодически взвешивая и сравнивая показания весов чтоб были одинаковы с легким шатуном. И так далее с более тажелыми по порядку. То же самое и с поршнями. Главное не перепутать поршни с соответствующими им гильзами.
4.2.2. ГБЦ и коллектор
1. Совмещение каналов коллекторов с каналами на ГБЦ.
В моем случае они имели расхождение почти 3 мм. Это не сложно, я сам убедился. Вкрутил коллекторные шпильки в ГБЦ. Одел на них прокладку коллекторов. Лишнее очертил маркером (нашел только черный). Окна ГБЦ подровнял под прокладку, посадил коллектор.

Обвел маркером (можно ручкой) по прокладке. Важно чтобы прокладка имела одно и то же положение как при выравнивании окон в ГБЦ так и в коллекторе. Я её приложил с учетом оттяжки вниз (как бы при установке её на двиг она должна провиснуть вниз на шпильках). Затем снял коллектор вместе с прокладкой, приложил коллектор по обведенному контуру прокладки, перевернул и очертил лишнее на плоскости, прилегающей к ГБЦ.

Затем снял шарошкой все лишнее с коллектора. Вроде нормально получилось. Ну мож где есть неточность в 0,5мм, но я старался, чтоб эта неточность учитывала направление движения смеси и выхлопных газов. Поясню на примере выпускного коллектора. Для окон в выпускном коллекторе я кое где допускал чуть бОльший размер по сравнению с окном в ГБЦ с учетом движения газов и только максимум на 0,5 мм. То же самое касается впускного только там наоборот окна в ГБЦ чуть больше. Снимал шарошкой с полукруглым носиком с помощью дрели. Причем снимал не по краю в зоне стыка, а на глубину 2-3 см, вплоть до района направляющих втулок (что-то типа глубокой воронки). Далее убрал заусенцы и выступы в самих коллекторах. Их там было навалом. Полировать каналы до блеска не стал, отговорили.
2. Полировка камер сгорания в ГБЦ.
Взял у товарища шлифмашинку с гибким валом с набором различных насадок — удобная вещь. 37000 оборотов в минуту, бормашина в зубном кабинете отдыхает. Вот тут уже нужно стремиться к идеально ровной поверхности.
При проведениии работ нужно соблюдать меры безопасности и беречь дыхательные пути и глаза от попадания алюминиевой пыли.
Летит она в разные стороны и дышать ей лучше не надо, поэтому уместна будет марлевая повязка, но она не защитит глаза от попадания мелких пылинок и лучше воспользоваться ещё и защитными очками. За неимением очков и неохотой возни с повязками я использовал обычный противогаз, это не самый удобный вариант защиты, но зато наиболее эффективный, а главное защищает полностью от всего.
Вот такая шершавая камера сгорания была изначально.

Для начала убрал ступеньки в камере сгорания сначала мелкой шкуркой. Затем шлифмашинкой с насадкой из грубой пористой резины добился матовой поверхности (на фото камера сгорания справа).

Потом отполировал войлочной насадкой с пастой ГОИ.

Такие камеры сгорания стали после полировки.

После того как закончил с камерами сгорания перешел к полировке рабочей поверхноси поршней. На их вес это не сказалось, а если и сказалось, то не значительно, по крайней мере на весах я не заметил разницы. Потом всё промываем от стружек, опилок и прочей грязи. Можно водой, но только втулки после промывки прокапать сразу маслом.
3. Установка жаропрочных клапанов от ГАЗ-66.
Купленные почти год назад они затерялись у Ефимыча в гараже как я думал уже навсегда, но при наведении порядка Ефимыч их обнаружил и сообщил мне. Я решил развернуть направляющие втулки выпускных клапанов до 10,95 и вставить их, тем более я решил твердо переходить на пропан и жаропрочные клапана в ГБЦ будут предпочтительнее штатных. Купил также комплект сальников клапанов тоже SM 8 штук, т.е. современные, крепящиеся на втулку. Поставлю впускные клапана от 2410, по диаметру кажись они тоже 47 мм как на 24-ке, с этими сальниками. Выпускные оставлю без сальников, думаю страшного ничего не будет. В родне же их нет и вроде все нормально. В общем так, клапан ГАЗ-66 имеет размер 10,9 мм. Ефимыч сказал развернуть до 10.95 с учетом теплового зазора. Не знаю мало это или много, но решил поверить на слово. Для получения отверстий 10,95 мм вместо штатных 9 мм я воспользовался развертками следующих размеров: 9.1, 9.2, 9.4, 9.6, 9.7, 9.8, 10, 10.1, 10.2, 10.4, 10.5, 10.7, 10.8, 10.9, 10.95. Проходил вручную воротком. Ну и муторное это занятие!! В день по 2-3 размера осиливал. Больше просто уставал не физически, а просто от однообразия действий. Некоторые развертки были очень тупыми и приходилось на 1 размер тратить около часа времени. Когда было все сделано в конфе gaz21.ru мне заявили что для этих целей нужно использовать металлокерамические направляющие втулки ГАЗ-66, т.к. 24-е стальные могут не выдержать тепловой нагрузки и пока ГБЦ ещё новая использовать родные 24-е клапана. Однако втулки уже развернуты, обратной дороги нет. Посмотрим может более эффективное охлаждение решит эту проблему.
4. Установка крышки отверстия водяной рубашки ГБЦ «танчик» 4024-1003082 под штуцер 1/2 дюйма!! для улучшения отопления вместо штатной заглушки на торце ГБЦ.

Штатный штуцер для забора жидкости в печку из верхней части ГБЦ (отмечен красным) также можно задействовать одновременно с отводом из «танчика» и подать их в штатные патрубки печки. Сделать их оба впускными. С другой стороны печки можно вывести выпускной штуцер 1/2 дюйма и отвести к нижнему патрубку основного радиатора. От него у меня тройник уже стоит к термостату, в него можно тоже 1/2-дюймовый штуцер ввернуть или найти такой же тройник уже со штуцером. Это увеличит проток охлаждающей жидкости через отопитель. В летнее время можно перекрывать выпускной патрубок, идущий от печки к тройнику. Однако говорят что при закрытом кранике печки нарушается отвод горячего тосола от 4 цилиндра. В общем-то я летом ездил с закрытым краником — вроде все нормально. Но даже если так, то можно на лето перекрывая печь сохранить отвод тосола с торца ГБЦ минуя печку, сразу в штатный штуцер помпы который можно тоже увеличить до 1/2 дюйма. Как это лучше реализовать я пока думаю. Буду делать скорее всего летом тогда и напишу про это в другой раздел.
До кучи ещё решил собрать помпу. Корпус и ремкомплект есть. Так я и не выяснил подходит ли водяная крыльчатка (что жидкость гоняет) современная с большим числом лопастей на вал старого образца. Но зато нашел такую же крыльчатку как и старого образца, но только выполненную из текстолита, а не из чугуна. Все же хочется что-то попроизводительнее. Если не найду до сборки — поставлю помпу с 21-й головы старого двигателя. Я её как раз в прошлом году новую поставил. За год отработала хорошо, надеюсь и в дальнейшем не подведет.
На этом пока всё. В следующей части будет рассмотрен процесс сборки двигателя.
Какая ширина вкладыша м412 шатунов

Текущий ремонт двигателя Москвича-412
По мере износа деталей двигателя ухудшаются его мощностные и экономические показатели, возрастает угар масла, падает компрессия в цилиндрах и увеличивается прорыв газов через поршневые кольца. Мощностные и экономические параметры, ухудшившиеся вследствие износа деталей цилиндро-поршневой группы, восстанавливают, заменяя поршневые кольца. Такой текущий ремонт выполняют 1—2 раза, прежде.чем возникнет необходимость в капитальном ремонте.
При замене поршневых колец целесообразно одновременно заменить и поршни, что обеспечит нормальную посадку поршневых колец в канавках поршней.
Для предупреждения повторного ремонта и, главное, для длительного сохранения работоспособности шеек коленчатого вала целесообразно одновременно с заменой поршневых колец заменить вкладыши шатунных и коренных подшипников даже в том случае, если они еще работоспособны. Одновременно с заменой поршневых колец следует притереть клапаны к седлам.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
- Дополнительная антикоррозионная защита кузова автомобиля «Москвич»
- Подготовка автомобиля «Москвич» к эксплуатации после длительного хранения
- Обслуживание автомобиля «Москвич» в период длительного хранения
- Подготовка автомобиля к длительному хранению
- Правила хранения автомобиля «Москвич»
- Техническое обслуживание автомобиля «Москвич»
- Возможные неисправности кузова автомобиля «Москвич» и способы их устранения
- Техническое обслуживание кузова автомобиля «Москвич»
- Отопление и вентиляция салона автомобиля «Москвич»
После каждой замены поршневых колец продолжительность приработки новых колец ремонтного размера к уже изношенному цилиндру увеличивается, а общий срок их службы уменьшается.
Это происходит вследствие увеличивающегося с каждым разом износа зеркала цилиндра.
При каждом вскрытии двигателя путем снятия головки цилиндра следует очистить и промыть рубашку охлаждения блока цилиндров.
Замена поршневых колец и поршней. Продолжительность службы поршневых колец у двигателя модели 412 может достигнуть 125 000 км пробега автомобиля, но во многом зависит от качества применяемых топливо-смазочных материалов и общих условий эксплуатации. Признаком необходимости проверки или замены поршневых колец является повышенный расход (угар) масла двигателя — более 250 г на 100 км пробега. Необходимо учесть, что несвоевременная замена поршневых колец приводит к повышенному износу стенок цилиндров и самих колец. Это увеличивает расход масла и нагарообразование на стенках камер сгорания, приводит к частому забрасыванию свечей зажигания, вследствие чего мощность двигателя снижается и увеличивается эксплуатационный расход топлива. Для проверки состояния поршневых колец двигатель должен быть частично разобран й поршни с кольцами вынуты.
Состояние поршневых колец для решения вопроса о их замене оценивают, сообразуясь с величиной пробега автомобиля к моменту разборки двигателя для осмотра. Разобрав частично двигатель и вынув гильзы цилиндров с поршнями и кольцами, в первую очередь необходимо проверить состояние зеркала гильзы путем замера их диаметров. Замеры должны производиться в двух плоскостях: в плоскости качания шатуна и в перпендикулярном направлении в нескольких поясах, расположенных на расстоянии 10—125 мм от верхнего торца гильзы. Если разница в размерах на указанной длине (овальность и конусность) превышает 0,07 мм, то такая гильза нуждается в ремонте путем расточки или же в замене на новую. При овальности и конусности менее 0,07 мм гильзу не надо ремонтировать, а можно ограничиться заменой поршневых колец.
Перед проверкой поршневых колец их тщательно очищают от нагара и липких отложений. Если при внешнем осмотре поршневых колец будут обнаружены на наружной цилиндрической поверхности не приработавшиеся к цилиндру участки, то такие кольца необходимо заменить на новые
Если проверкой будет обнаружено, что кольца по своим параметрам находятся ниже допустимых пределов для изношенных колец, то такие поршневые кольца подлежат выбраковке и замене. Зазор в замке кольца целесообразно измерять, поместив кольцо в ту гильзу цилиндра, в которой оно работало. При этом кольцо необходимо уставливать в гильзу на расстоянии 20—30 мм от нижнего торца. Для правильной установки кольца его продвигают в гильзе головкой поршня.
Упругость поршневых колец измеряют на специальных весах с помощью гибкой ленты, охватывающей кольцо. При проверке состояния и величины износа поршневых колец может оказаться необходимой замена лишь одних верхних компрессионных колец, так как остальные кольца изнашиваются на двигателе значительно меньше. В этом случае необходимо учитывать следующее: в гильзы цилиндров двигателя, имеющих даже незначительные износы, не рекомендуется устанавливать поршни с новыми верхними хромированными кольцами. Такие кольца, имеющие твердую наружную поверхность, будут очень медленно прирабатываться к поверхности зеркала гильзы цилиндра. По этой причине комплекты ремонтных колец номикального размера, предназначенные для установки в гильзы, не подвергавшиеся расточке, выпускаются с верхними нехромированными кольцами.
Проверка поршневых колец при разборке двигателя до капитального ремонта. Хотя, как уже отмечалось, срок службы поршневых колец может достигать 125 000 км пробега автомобиля, рекомендуется заменять их во всех случаях разборки двигателя после пробега 60 000 км. Это, с одной стороны, исключает необходимость повторной разборки двигателя после сравнительно небольшого пробега автомобиля, а с другой стороны, является профилактикой для повышения общего срока службы двигателя.
Если зеркала гильз цилиндров имеют незначительные износы и не требуют ремонта, то вместо старых колец могут быть использованы ремонтные кольца номинального размера, если зазор в замке у колец, вставленных в цилиндр, не превышает 0,75 мм. В противном случае необходимо заменять изношенные гильзы или ремонтировать их с применением поршней и колец соответствующего ремонтного размера.
Ремонтные кольца номинального размера предназначаются для установки в гильзы цилиндров номинального размера, но бывшие уже в эксплуатации и имеющие небольшие износы. Ремонтные кольца, увеличенные на 0,5 мм, предназначаются для использования в гильзах после первой ремонтной расточки. Ремонтные кольца, увеличенные на 1 мм, предназначаются для использования в гильзах после второй ремонтной расточки.
Замена поршней. Для замены изношенных поршней в запасные части поставляют комплекты поршней с подобранными к ним поршневыми пальцами и стопорными и поршневыми кольцами в количестве, требующемся на один двигатель. При этом поршни изготавливаются номинального и двух ремонтных размеров. Последние отличаются от поршней номинального размера увеличенным наружным диаметром юбки и днища на 0,5 и 1 мм и применяются в гильзах, подвергавшихся ремонтной расточке.
Место замера диаметра D юбки поршня, необходимого для определения зазора между юбкой поршня и зеркалом гильзы, указано на рис. 1.
Наряду с подбором поршней к гильзам цилиндров по диаметру D их подбирают также и по массе. Последнее необходимо для сохранения уравновешенности двигателя. Разница в массе самого тяжелого и самого легкого поршня одного комплекта (на двигатель) не должна превышать 3 г. Поршни номинального размера сортируются на заводе-изготовителе по массе на четыре группы, маркировку которых (1; 2; 3; 4) наносят на днище поршня с помощью металлического клейма. В отличие от поршней номинального размера поршни ремонтных размеров не имеют условной маркировки их группы по массе. Масса ремонтного поршня в граммах указывается непосредственно и проставляется специальной краской «а днище поршня. При установке в гильзы цилиндров двигателя поршни должны быть только одной какой-либо группы.
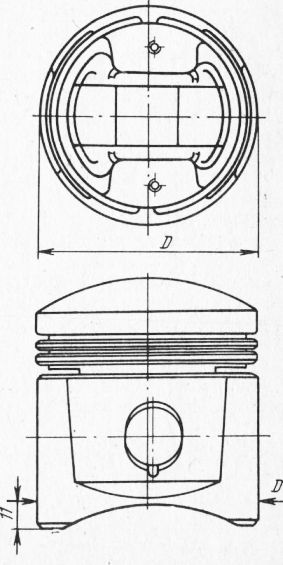
Рис. 1. Места замера юбки поршня
Подобранные к цилиндрам по размерам гильз поршни должны быть отмечены (маркированы) порядковыми номерами гильз цилиндров, к которым они подобраны.
После того как подбор поршней к гильзам цилиндров закончен, подбирают поршневые пальцы к поршням и втулкам верхних головок шатунов. В отверстие бобышки поршня поршневой палец устанавливается с натягом или зазором 0,0025 мм. Зазор между поршневым пальцем и отверстием втулки головки шатуна должен быть в пределах 0,0045—0,0095 мм.
Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов (после их окончательной механической обработки) сортируют на четыре размерные группы, в которых диаметры разнятся на 0,0025 мм.
При изготовлении деталей маркировочную краску наносят: у поршня на нижнюю поверхность одной из бобышек; у поршневого пальца на внутреннюю поверхность с одного конца; у шатуна на верхнюю головку.
Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна, принадлежащим к этой же размерной группе.
При нормальном зазоре между пальцем и втулкой шатуна палец, смазанный маслом для двигателя, должен плавно входить во втулку под усилием большого пальца правой руки. Поскольку указанное требование к сборке пальца с шатуном обязательно, допускается при подборе новых пальцев и шатунов комплектовать их из двух смежных размерных групп.
Во всех случаях подбирать поршневые пальцы к шатунам нужно при температуре воздуха в помещении 20±3 °С.
Подобранный к поршню и шатуну поршневой палец смазывают маслом для двигателя и вставляют в бобышки поршня и в верхнюю головку шатуна с помощью оправки и молотка. Предварительно поршень нагревают в ванне с водой до температуры плюс 45—75 °С.
Нельзя собирать поршень с поршневым пальцем, если в их соединении получается увеличенный против нормального натяг. Это в ряде случаев искажает размеры юбки поршня и приводит к появлению стука поршня о стенки цилиндра при работе двигателя, пока он не прогреется. При сборке поршня с шатуном следует име,ть в виду, что ось поршневого пальца смещена относительно оси поршня на 1,50—1,60 мм.
При сборке поршней, имеющих смещение оси поршневого пальца с шатунами, необходимо следить за тем, чтобы выбитая на днище поршня стрелка |была обращена в сторону первого цилиндра (считая от цепи привода газораспределения) и установочного выступа, предусмотренного на теле шатуна.
Сборочные операции, следующие после соединения поршня с шатуном, были рассмотрены выше.
После сборки двигателя, в цилиндры которого были установлены новые поршни, и монтажа двигателя на автомобиль нужно соблюдать правила обкатки.
Замена вкладышей шатунных и коренных подшипников. При решении вопроса о необходимости замены вкладышей подшипников следует иметь в виду, что диаметральный износ вкладышей и шеек коленчатого вала не всегда служит определяющим критерием. В процессе работы двигателя в антифрикционный слой вкладышей вкрапливаются твердые частицы (продукты износа деталей, абразивные частицы, -засасываемые в цилиндры двигателя с воздухом и т. п.). Такие вкладыши, имея часто незначительный диаметральный износ, способны вызвать в дальнейшем ускоренный и усиленный износ шеек коленчатого вала. Кроме того, шатунные подшипники работают в более тяжелых условиях, чем коренные. Интенсивность их износа несколько превышает интенсивность износа коренных подшипников. Для решения вопроса о замене вкладышей необходим дифференцированный подход в отношении коренных и шатунных подшипников. Нужно руководствоваться следующим:
при оценке состояния вкладышей осмотром следует иметь в виду, что поверхность антифрикционного слоя считается удовлетворительной, если на ней нет задиров, выкрашиваний и вдавленных в сплав инородных материалов (включений);
темная окраска поверхности антифрикционного сплава не является браковочным признаком;
все вкладыши, пригодные для дальнейшей установки на двигатель, должны иметь распрямление концов, которое обеспечивает создание в постели (в блоке цилиндров, в крышках коренных и шатунных подшипников и в шатуне) натяга. Наличие натяга вкладыша гарантирует необходимый теплоотвод от вкладыша к постели благодаря лучшему прилеганию поверхности вкладыша к поверхности постели. Зазор в подшипниках находится путем подсчета разности размеров, полученных при замере диаметра отверстия в постели со вставленными вкладышами и шейки вала.
Требуемая величина диаметрального зазора в подшипниках при ремонте двигателя в отдельных случаях может быть обеспечена без перешлифовки шейки применением новых вкладышей номинального размера. Во всех других случаях необходимые зазоры получают шлифовкой шеек вала и установкой ремонтных вкладышей соответствующего размера. Для замены изношенных или поврежденных в запасные части поставляются вкладыши нормального и четырех ремонтных размеров. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшением внутреннего диаметра на 0,25; 0,50; 0,75 и 1,00 мм. Для установки этих вкладышей шейки коленчатого вала должны быть прошлифованы на величину соответствующего уменьшения.
В продажу вкладыши для ремонта поступают комплектно.
Когда применение вкладышей ремонтных размеров не обеспечивает получения необходимых зазоров в подшипниках коленчатого вала (это значит, что вал уже прошлифован под максимальное уменьшение), необходимо установить новый коленчатый вал с вкладышам^ номинального размера. Для такого случая выпускается в запасные части комплект 412-1000107, состоящий из коленчатого вала и набора шатунных и коренных вкладышей номинального размера. Тонкостенные сменные вкладыши шатунных и коренных подшипников коленчатого вала изготавливаются с высокой точностью. Требуемая величина диаметрального зазора в подшипнике обеспечивается только надлежащими диаметрами шеек коленчатого вала, получаемыми при шлифовке.
Поэтому вкладыши при ремонте двигателя заменяют на новые без каких-либо подгоночных операций и только попарно. Замена одного вкладыша из пары не допускается. Из сказанного также следует, что для получения требуемого диаметрального зазора в подшипнике категорически запрещается спиливать или пришабривать стыки вкладышей или крышек подшипников, напаивать стыки указанных деталей или устанавливать прокладки между вкладышами и его постелью.
Невыполнение этих указаний приводит к тому, что нарушается геометрическая форма подшипников, ухудшается теплоотвод от них и вкладыши быстро отказывают в работе. Но наиболее опасно то, что в подшипник со спиленными или пришабренными крышками нельзя в дальнейшем устанавливать новые вкладыши ремонтных размеров. В то же время испорченные обработкой крышки подшипников не могут быть заменены новыми, поскольку на заводе они обрабатывались совместно с блоком цилиндров или с шатуном. Так как крышки подшипников невзаимозаменяемы, они не поставляются в запасные части, а поэтому двигатель с поврежденными крышками не поддается последующему ремонту. При установке шатунных и коренных подшипников нужно следить, чтобы фиксирующие выступы А на стыках вкладышей свободно (усилием руки) входили в пазы Б на крышках и на постелях блока или шатуна.
После замены вкладышей как шатунных, так и коренных подшипников собранный двигатель должен быть подвергнут обкатке.
Восстановление герметичности клапанов. При каждой разборке двигателя, тем более при его текущем ремонте, рекомендуется притирать клапаны. В зависимости от Условий эксплуатации, в частности от количества этиловой жидкости в топливе и от своевременности проведения регулировок тепловых зазоров, на рабочих фасках клапанов и седел образуются точечные раковины и другие дефекты, которые могут привести с прогоранию клапанов. В таких случаях, их работоспособность не может быть восстановлена только притиркой, а требуется еще шлифование рабочих фасок на клапанах и седлах для исправления эксцентричности, получающейся на клапане при работе в двигателе, и для устранения износа и раковин на конической поверхности фаски. Для шлифования фасок применяется специальный станок.
При шлифовании нужно снимать минимальный слой металла с тем, чтобы только вывести черноту, раковины и биение, имеющиеся на фаске клапана. Если на фаске обнаруживаются трещины или сама головка сильно покороблена, клапан выбраковывают. При шлифовании необходимо следить за тем, чтобы всегда оставался цилиндрический поясок не менее 0,5 мм. Концентричность рабочей фаски относительно поверхности стержня клапана проверяют на специальном приспособлении.
При проверке концентричности клапан укладывают на призму, закрепленную на плите так, чтобы торец его упирался в шарик, завальцованный в тело стойки. Наконечники измерительных стержней двух индикаторов, закрепленных в держателях, подводят к фаске клапана и его стержня. При повороте клапана один индикатор покажет биение рабочей фаски, а другой — биение стержня. Допустимое биение фаски — не более 0,03 мм, стержня — 0,02 мм.
Фаски седел клапанов необходимо шлифовать при замене направляющих клапана, а также при большом износе для восстановления их концентричности относительно отверстий в направляющих втулках.
Седла впускных и выпускных клапанов двигателя модели 412 имеют большую твердость ( HRC 55), и поэтому фаски седел можно обрабатывать только шлифованием, для чего применяют мащинку с электрическим приводом, которая должна быть снабжена набором абразивных кругов с углом конуса 90, 120 и 60°, набором специальных оправок, вставляемых в отверстия направляющих втулок и, приспособлениями для правки абразивных кругов и для проверки концентричности фаски. Перед тем как приступить к шлифованию фаски, необходимо к отверстию в направляющей втулке подобрать из йабора оправку, входящую плотно без качания в направляющую втулку. Подача абразивного инструмента осуществляется вручную, шлифование ведется до тех пор, пока абразивный камень не начнет снимать металл с седла равномерно по всей окружности фаски. Концентричность фаски по отношению к оси отверстия направляющей втулки проверяют на специальном приспособлении. Приспособление надевают на ту же оправку, на которой шлифовались фаски. Оно состоит из муфты, вращающейся на оправке, и держателя индикатора, плотно закрепленного на оправке. Муфта имеет в верхней части коническую поверхность, по которой скользит ножка стержня индикатора, а на нижней конической поверхности муфты в отверстие вставлен специальный наконечник. При проворачивании рукой муфты наконечник вращается по поверхности рабочей фаски седла и при наличии эксцентричности вызывает осевое перемещение муфты, которое передается на шкалу индикатора. Величины допустимых биений для фасок седел впускных и выпускных клапанов не должны превышать 0,05 мм. Для замера биения фасок седел впускных и выпускных клапанов требуется муфта с различным расположением наконечников, так как диаметры головок клапанов и фаски различны.
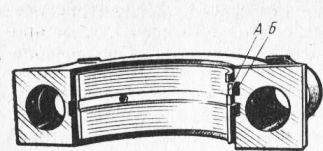
Рис. 2. Положение уса вкладыша при установке его на постель
Убедившись в концентричности фаски, необходимо проверить ширину и местоположение на фаске поверхности соприкосновения головки клапана с седлом.
Эту проверку делают следующим образом:
— наносят на седло клапана тонкий слой краски — берлинской лазури. Вставляют в направляющую втулку соответствующий клапан. Затем клапан проворачивают, прижимая его к седлу.
Считают, что клапан хорошо сидит в седле, если образовавшийся на головке клапана поясок краски располагается посередине фаски, а ширина пояска находится в пределах 1,5—2,0 мм как для впускного, так и для выпускного клапана.
Если указанные требования не удовлетворены, необходимо дополнительно шлифовать седло клапана. При этом абразивный инструмент должен иметь угол 60° в верхней части или 120° в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана.
Для лучшего прилегания поверхности рабочей фаски клапана к поверхности фаски на седле надо притирать их друг к другу с помощью наждачной пасты и приспособления для вращения клапана. Прилегание притертых фасок увеличивает компрессию в цилиндрах двигателя и значительно повышает срок службы выпускных клапанов.
Притирают клапаны в следующем порядке: надевают на стержень притираемого клапана пружину; наносят на фаску головки клапана тонкий слой притирочный пасты в виде смеси мелкого наждачного порошка с маслом для двигателя; вставляют клапан с отжимной пружиной в направляющую втулку; вращают клапан с помощью зажимного приспособления в обе стороны. При этом периодически клапан слегка прижимают к седлу.
Притирать клапаны нужно очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это сокращает число ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы. К концу притирки нужно уменьшить содержание наждачного порошка в притирочной пасте, а когда притираемые поверхности станут совершенно гладкими и приобретут ровный сероватый цвет, притирку вести только на одном чистом масле. Внешним признаком удовлетворительной притирки является матово-серый цвет (без черных пятен) рабочих поверхностей головки клапана и его седла.
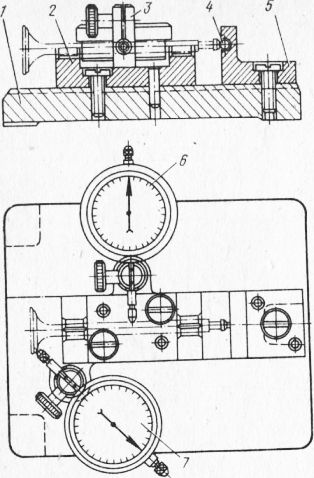
Рис. 3. Приспособление для проверки биения рабочей фаски и стержня клапана
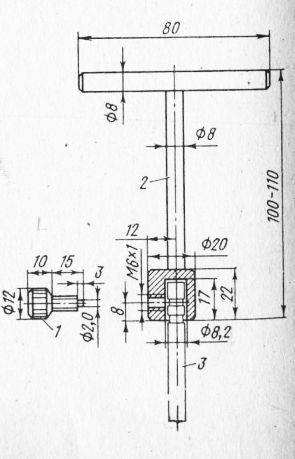
Рис. 4. Приспособление для проверки биения фаски на седле клапана
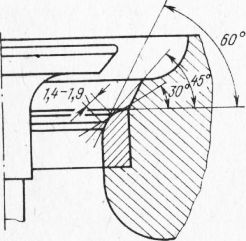
Рис. 5. Размеры фасок для «дополнительного шлифования седла клапана
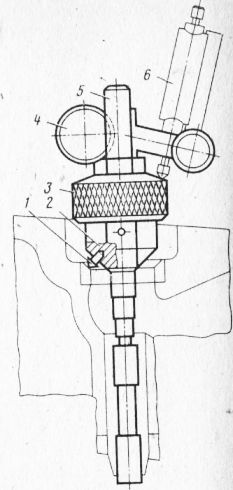
Рис. 6. Держатель клапана для притирки рабочей фаски:
1 — прижимной винт; 2 — вороток; 3 — стержень клапана
Герметичность клапанов можно проверить по разрывам слоя краски, наносимой на фаски седел и головок клапанов, по просачиванию керосина, заливаемого в камеру сгорания, а также с помощью пневматического прибора низкого давления.
После комплектной установки клапанов в головку цилиндров проверяют их герметичность в следующем порядке: устанавливают воздушный колокол прибора так, чтобы его резиновый уплотнитель накрыл одну из камер сгорания головки цилиндров; прижимают колокол руками для обеспечения плотного прилегания резинового уплотнителя к плоскости головки цилиндров; подают сжатый воздух (от компрессора, баллона или от воздушной сети) по шлангу в цилиндр прибора до получения давления в 500 мм вод. ст. по шкале манометрической трубки; наблюдают за положением уровня воды в трубке. Если уровень удерживается у деления 500 мм в течение не менее 10 с, то посадка клапанов в седлах герметичная. Быстрое падение уровня воды указывает на негерметичность одного или обоих клапанов данного цилиндра. В этом случае необходимо снять клапаны, вновь притереть их и повторно проверить на герметичность.
Каждый раз при выполнении разборочно-сборочных операций клапанного механизма на головке цилиндров необходимо проверять упругость клапанных пружин.
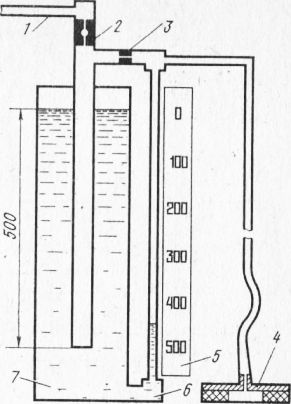
Рис. 7. Схема пневматического приспособления для проверки герметичности клапанов:
1 — шланг подачи сжатого воздуха; 2 и 3 — калиброванные насадки; 4 — воздушный колокол; 5 — шкала; 6 — манометрическая трубка; 7 — цилиндр
Если при проверке будет установлено, что усилие пружины меньше указанных величин на 10%, пружина подлежит замене. Следует иметь в виду, что Усилие пружины уменьшается, если фаски клапана и седла были подвергнуты шлифованию, так как при съемке металла с фасок конец стержня клапана будет отдаляться от опорной плоскости над пружиной и предварительная затяжка клапана уменьшится. Поэтому при сборке деталей клапанного механизма на головке цилиндров под опорные тарелки пружин необходимо подкладывать дополнительные шайбы. Толщину .шайб нужно выбирать так, чтобы при закрытом клапане длина большой пружины была 36,5 мм.
Во время работы двигателя в зазорах между сухарями клапана может скапливаться масло, которое просачивается по стержню клапана к торцу направляющей втулки и затем по зазору во втулке в камеру сгорания. Масло, просочившееся в камеру сгорания, попадает на электроды свечи и вызывает перебои в зажигании, а затем, сгорая, дает дымный выхлоп из глушителя. Для защиты от проникновения масла на проточку стержня клапана надевается резиновая уплотнительная шайба, которая своей упругостью создает уплотнение по поверхности конуса в тарелке пружины. Уплотнительная шайба тарелки все время работает в масле при высоких температурах, от времени материал шайбы резины теряет упругость и твердеет, что нарушает уплотнение. Поэтому при разборке и сборке клапанного механизма необходимо каждый раз заменять старые уплотнительные шайбы на новые. Окончательную проверку резинового уплотнения тарелок пружин клапанов необходимо проводить после сборки головки цилиндров. Для этого нужно установить головку цилиндров так, чтобы оси впускных, а потом выпускных клапанов были поочередно вертикальны. При таком положении их в зазоры между сухарями налить бензин. Если бензин длительное время остается в зазорах, то резиновые шайбы обеспечивают уплотнение. В противном случае необходимо заменить уплотнительные шайбы.
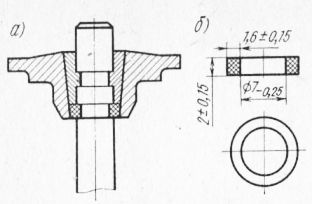
Рис. 8. Уплотнение зазоров между сухарями клапанов:
а — конструкция; б — шайба тарелки пружин
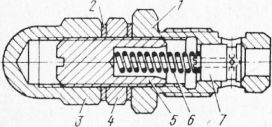
Рис. 9. Редукционный клапан масляного tfacoca:
1 — корпус перепускного клапана; 2 — уплотнительная шайба; 3 — колпачковая гайка; 4 — контргайка регулировочного винта; 5 — винт перепускного клапана; 6 — пружина; 7 — перепускной клапан
Проверка работы масляного насоса. При проверке работы всего насоса необходимо первоначально убедиться в исправном действии редукционного клапана, для чего собранный клапан устанавливают на стенд и испытывают под давлением, используя в качестве рабочей жидкости велосит. Постепенно увеличивая давление, наблюдают моменты начала открытия редукционного клапана и полного его открытия.
Клапан считается годным и правильно отрегулированным, если при давлении 3+0’5 кгс/см2 он будет открыт. При меньшем давлении допускается вытекание масла отдельными каплями.
При необходимости фаску клапана притирают к седлу в корпусе, а усилие сжатия пружины регулируют винтом. На правильно собранном насосе его шестерни должны свободно проворачиваться от руки. При монтаже на двигатель нижней крышки’звездочек привода газораспределения с собранным масляным насосом шлицевый валик ведущей шестерни устанавливают в любое положение. После окончательной сборки масляного насоса его проверяют на специальном стенде, используя велосит в качестве рабочей жидкости.
При вращении насоса с частотой 250 об/мин и при закрытом отверстии выхода создаваемое HacqcoM давление жидкости должно быть не менее 2,0 кгс/см2.
Проверка масляного полнопоточного фильтра. Фильтрующий элемент масляного полнопоточного фильтра должен заменяться после пробега 4000 км. Сам элемент промывке и ремонту не подлежит. При его замене необходимо каждый раз менять резиновые уплотнительные шайбы самого элемента и резиновую прокладку стакана. Особенно тщательно надо проверить предохранительный клапан полнопоточного фильтра. Для этого корпус клапана вывертывают из крышки фильтра и разбирают, зачистив керновку. При большом износе шарика его меняют.
Собранный кланан испытывают на специальном стенде на герметичность и на момент открытия, используя в качестве рабочей жидкости велосит. Клапан способен открываться при давлении 0,9—1,1 кгс/см2. При открытом клапане масло должно вытекать непрерывной струей, а при закрытом допускается проникание лишь отдельных капель. Проверка клапана должна быть проведена особо тщательно, так как негерметичный клапан пропускает мимо полнопоточного фильтра неочищенное масло в систему смазки двигателя. После проверки клапана для предотвращения отвертывания необходимо закернить резьбу в двух точках.
Проверка водяного насоса. Появление течи жидкости из дренажного отверстия водяного насоса в процессе эксплуатации двигателя указывает на неисправность уплотнения. Закрывать Дренажные отверстия для прекращения вытекания жидкости нельзя во избежание порчи подшипников из-за вымывания их смазки. Поэтому водяной насос должен быть разобран (последовательность разборки была указана выше) с проверкой состояния и заменой следующих деталей. Поверхность торца крыльчатки должна быть гладкой без забоин и повреждений (шероховатость поверхности не ниже R3 0,63). При необходимости вновь шлифуют торец.
Для насоса выпуска до 1975 г. заменяют детали уплотнения на новые (412-1307040 — корпус сальника в сборе, 412-1307033— манжета сальника в сборе и 412-1307070 — корпус шайбы в сборе). Для насоса выпуска после 1975 г. необходимо заменить манжету (401-1307038-02), шайбу уплотняющую (401-1307041-10) и обойму сальника (401-1307052-11).
Кривошипно-шатунный механизм автомобиля Москвич. Часть третья
Шатуны стальные, кованые. Стержень шатуна двутаврового сечения. В верхнюю головку шатуна запрессована свертная втулка из бронзы. В ней также просверлено отверстие диаметром 6 мм для смазывания поршневого пальца. Нижняя головка шатуна разъемная. Плоскость разъема расположена под углом 90° к оси стержня шатуна. Крышка (бугель) нижней головки шатуна крепится двумя болтами, имеющими шлифованный поясок для правильного центрирования крышки. Болты М10 х 1 и гайки для крепления крышек изготовлены из легированной стали, термически обработаны и не требуют шплинтовки. Для обеспечения точности отверстие под вкладыши в нижней головке. шатуна обрабатывают в сборе с крышкой. Переставлять крышку с одного шатуна на другой нельзя. На стержне шатуна и на крышке имеются выступы, которые при сборке должны быть обращены к передней части двигателя.
в нижней головке шатуна имеются тонкостенные взаимозаменяемые вкладыши, изготовленные из сталеалюминия. Общая толщина с антифрикционным слоем равна 1,823-1,83 мм. Диаметральный зазор между шейкой и вкладышами шатунных подшипников составляет 0,03-0,075 мм. Вкладыши удерживаются от проворачивания в шатуне выступами, которые входят в специальные пазы шатуна. Для обеспечения работы двигателя без вибрации шатуны в сборе с крышками подгоняют по общей массе. Шатуны по массе делят на восемь групп и маркируют электрографом на приливе крышки. Разница в массе одной группы не должна превышать 8 г. В двигатель устанавливают шатуны только одной группы. При сборке двигателя на нижней головке и на крышке шатуна выбивают порядковый номер цилиндра. Гайки шатунных болтов затягивают равномерно, при этом момент затяжки должен быть равен 55-65 Н•м.
Коленвал
Коленчатый вал откован из стали и установлен в пяти коренных подшипниках. Для уменьшения нагрузки на подшипники вал снабжен противовесами, откованными как одно целое с ним. Для обеспечения работы двигателя без вибрации коленвал динамически балансируют. При балансировке высверливают металл в противовесах. Неуравновешенный момент не должен превышать 0,8 МН•м. Для увеличения износостойкости шейки вала закалены ТВЧ на глубину 3-5,5 мм. Диаметр коренных шеек коленвала составляет 59,947-59,96 мм, диаметр шатунных шеек 51,994-52,012 мм.
Масло от коренных подшипников к шатунным подводится по каналам, просверленным в шейках и щеках вала. Вследствие особого расположения масляных каналов в шатунных шейках образуются полости — грязеуловители, в которых под действием центробежных сил при работе двигателя отлагаются тяжелые частицы и продукты износа, содержащиеся в масле. Выход масла в шатунный подшипник осуществляется в двух точках через горизонтальный (при положении поршня в ВМТ) сквозной канал в шейке, что способствует более равномерному изнашиванию шейки по окружности.
Тонкостенные вкладыши коренных подшипников изготовлены тоже из сталеалюминия. Толщина такая, как у вкладышей шатунных подшипников. Все коренные вкладыши имеют кольцевую канавку для непрерывного смазывания маслом шатунных шеек коленвала через отверстие в коренной шейке. Верхние и нижние вкладыши каждого подшипника одинаковые. Диаметральный зазор между шейкой и вкладышами коренных подшипников составляет 0,037-0,082 мм.
В отдельных двигателях могут быть установлены вкладыши коренных и шатунных подшипников, изготовленные из сталебронзы со свинцово-индиевым покрытием. В этом случае общая толщина с антифрикционным слоем составляет 1,829-1,835 мм, а зазоры в подшипниках на 0,01 мм меньше указанных выше.
Гайки шпилек крепления крышек коренных подшипников нужно затягивать равномерно без рывков, в два приема: предварительно усилием руки и окончательно динамометрическим ключом с моментом затяжки 110-120 Н•м в последовательности, указанной на рис.

Коленвал фиксируется от осевых перемещений тонкостенными биметаллическими полукольцами (полумесяцами). Фиксирующие полукольца устанавливают с двух сторон в проточках крышки среднего коренного подшипника. Это облегчает последующий ремонт двигателя, так как фиксирующие полукольца в случае их износа легко могут быть заменены новыми. На переднем конце коленвала установлены на сегментных шпонках ведущая звездочка привода ГРМ, шестерня привода масляного насоса и распределителя зажигания, маслоотражатель и шкив коленвала, которые прижаты храповиком, ввернутым в конец вала.
Передний конец коленвала уплотнен сальником, запрессованным в нижнюю крышку звездочек привода ГРМ. На кромке ведущего шкива коленвала, имеются две углубленные метки: метка, соответствующая ВМТ поршня первого цилиндра для регулировки тепловых зазоров в приводе клапанов, и метка установки начального момента опережения зажигания. Задний конец коленвала уплотнен тоже сальником. В центральном отверстии на заднем торце коленчатого вала установлен шариковый подшипник, во внутрь которого входит конец ведущего вала КПП. Маховик отлит из серого чугуна. На обод маховика напрессован с нагревом стальной зубчатый венец, служащий для пуска двигателя стартером. Маховик в сборе с зубчатым венцом балансируется статически. Неуравновешенный момент не должен превышать 0,5 МН•м. Маховик сцентрирован по пояску на торцовой шейке коленвала и прикреплен к нему шестью болтами, которые стопорят, подгибая концы замочных пластин.
После продолжительной эксплуатации двигателя при наличии глубоких задиров на поверхности шеек или искажении их геометрической формы более 0,03 мм шейки коленчатого вала нужно отшлифовать по ближайшему ремонтному размеру. Требуемая величина диаметрального зазора в подшипниках при ремонте двигателя в отдельных случаях может быть обеспечена без шлифования шеек, лишь применением новых вкладышей нормального размера. Во всех других случаях необходимые зазоры получают шлифованием шеек вала и установкой вкладышей соответствующего ремонтного размера. Для замены изношенных или поврежденных вкладышей в запасные части поставляют вкладыши нормального и четырех ремонтных размеров. У вкладышей ремонтных размеров в отличие от вкладышей нормального размера внутренний диаметр уменьшен на 0,25; 0,5; 0,75 или 1 мм.
При нормальных условиях эксплуатации диаметральный зазор в шатунных подшипниках достигает предельной величины (0,12 мм) после того, как пробег автомобиля значительно превысит срок службы поршневых колец. Тем не менее заменить вкладыши шатунных подшипников рекомендуется одновременно с заменой поршневых колец. Это позволяет избежать повторного ремонта, а главное, улучшает условия работы шатунных шеек коленчатого вала и значительно увеличивает срок их службы. Вкладыши коренных подшипников обычно заменяют после значительного пробега автомобиля, двигатель которого подвергался ранее одному или двум текущим ремонтам.
Вкладыши заменяют без каких-либо подгоночных операций и только попарно, замена одного вкладыша из пары не допускается. При установке вкладышей нужно следить, чтобы фиксирующие выступы на стыках свободно входили в соответствующие пазы в блоке цилиндров, крышках коренных подшипников и в шатунах и их крышках.
После замены вкладышей шатунных или коренных подшипников в течение 1000 км пробега скорость автомобиля не должна превышать 60 км/ч. Уход за кривошипно-шатунным механизмом в эксплуатации не проводится. Необходимо лишь периодически при необходимости подтягивать гайки шпилек крышки головки блока цилиндров и картера на холодном двигателе (15-20°С).
Club Italia
что я лично понял: москвичевские не подходят как бы не хотелось.
что толку что у м412 и альфы одинаковый размер шатунных шеек коленвала — если подрезать (а без этого не обойтись из=за разного диаметра постелей) то и диаметр под шейку коленвала изменится. получи фашист гранату — т.е. эллипс.
какая там толщина шатунного вкладыша у альфы? только что остается — брать москвичевский (да в принципе и любой вкладыш) с такой же толщиной как необходимый альфовский и использовать всего лишь как материал (ленту) для изготовления нашего вкладыша в домашних условиях.
есть у меня знакомый левша,у него загнуло на твине клапана а потом их аккуратненько на кухне молоточком выпрямил. все можно если захотеть.
Алексей альфавладелец Сообщения: 1312 Зарегистрирован: Вс сен 02, 2007 12:42 pm Откуда: Минск-Москва-Набережные Челны Авто: 164:V6,TS;GAZ51;Kapa
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Вт апр 12, 2011 9:22 pm
кстати на моем двс,прежние ремонтники нашли компромис,хоном увеличели внутренний диаметр шатунов под внешний диаметр москвичевских.
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
Алексей » Вт апр 12, 2011 9:36 pm
iskra писал(а): кстати на моем двс,прежние ремонтники нашли компромис,хоном увеличели внутренний диаметр шатунов под внешний диаметр москвичевских.
Алексей альфавладелец Сообщения: 1312 Зарегистрирован: Вс сен 02, 2007 12:42 pm Откуда: Минск-Москва-Набережные Челны Авто: 164:V6,TS;GAZ51;Kapa
Re: Помогите найти вкладыши «2-й ремонт».
An164 » Вт апр 12, 2011 10:36 pm
iskra писал(а): сегодня был в магазине зпч,полазил по каталогу,для японцев вкладыши делает фирма тайхо,нашел вкладыши кажется с ниссана один в один альфа.+ ко всему,они производят все размеры от стд до -1.завтра поеду с номерами вкладышей на склад,буду в живую счюпать
У меня корни на одном из двух моторов(3.0в6 12кл) стоят от Ниссан терано с мотором z 24i один в один только вкладыши помягче(алюминий) и пошире, но пришлось досверлить по одной дырке ,нареканий нет. С заказом проблем нету , стоят от 1000 до 1500. Только насчет тольшины х/з , мне замер с блока снимали.
А вот насчет шатунов я еще не узнавал.
An164 альфавладелец Сообщения: 719 Зарегистрирован: Сб мар 14, 2009 4:37 pm Откуда: Киров 43 Авто: Alfa-90;164 3.0v6 12
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Вт апр 12, 2011 10:52 pm
насколько мне известно,бобит для оборотистых двс не должен быть особо твердый.
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
An164 » Вт апр 12, 2011 10:58 pm
у нас бронза стоит, она тверже алюминия
An164 альфавладелец Сообщения: 719 Зарегистрирован: Сб мар 14, 2009 4:37 pm Откуда: Киров 43 Авто: Alfa-90;164 3.0v6 12
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Вт апр 12, 2011 11:28 pm
простите, бронза?вы ничего не путаете?если у вас бронзовые вкладыши то из чего сделан вал?коэффициент расширения металлов кажется еще ни кто не отменял?
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
An164 » Вт апр 12, 2011 11:35 pm
Да бронза с напылением из х/з чего (шатуны и корни),по поводу расширения незнаю, может тепловые зазоры иные. Мне мужик-мастер сказал что на блоках и из легкого сплава в большинстве случаев ставили бронзу, только на мысль одно наводит что либо для жесткости или твердости.
An164 альфавладелец Сообщения: 719 Зарегистрирован: Сб мар 14, 2009 4:37 pm Откуда: Киров 43 Авто: Alfa-90;164 3.0v6 12
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Вт апр 12, 2011 11:40 pm
интерестный случай,блок значение не имеет,по жесткости дюраллевый блок превосходит чугунный(для информации)бронзовые вкладыши(или наливные)применялись в 50годах в автоспорте,а ваши вкладыши стали бронзовыми после того как стерся бобит(гальваническое напыление),у бронзы и чугуна как и прочим у стали слишком разная степень расшерения при одной температуре.
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Вт апр 12, 2011 11:41 pm
сам по себе вкладыш стальной,с бронзовым напылением для упрочнения поверхностного слоя бобита(с ,ув, инженер конструктор,)+11ти летний опыт работы в сфере автосервисных услуг.
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
tavael » Ср апр 13, 2011 10:33 am
Полистал каталоги размеров японских коленвалов на сайте контитека, и чето совпадений не обнаружил с нашими размерами постелей шатунов.
Обратно дороги уже нет.
tavael альфавладелец Сообщения: 1109 Зарегистрирован: Сб авг 16, 2008 10:01 am Откуда: Кстово — Нижегородская область Авто: 164 3.0 12v `90
Re: Помогите найти вкладыши «2-й ремонт».
iskra » Ср апр 13, 2011 2:42 pm
господа альфисты,есть маленькая проблема,а точнее 6 проблем.у меня шатуны с ув внутр диаметром,по этому если есть размеры (внутр диаметр,толщина вкладыша,номинал шейки колена,итд)прошу поделится инфой.пока нашел только по свои шатунам,в мои несовсем корректные размеры влез корень от 4е двс.
iskra джуниор Сообщения: 113 Зарегистрирован: Ср дек 29, 2010 11:10 pm Откуда: красноярск Авто: alfo romeo 164
Re: Помогите найти вкладыши «2-й ремонт».
tavael » Ср апр 13, 2011 2:59 pm
Альфовские размеры по мануалу:
Диаметр шатунной шейки, номинал: 52,0-51,98мм (нужен 2-й ремонт, т.е. соответственно 51,5-51,48мм)
Диаметр постели шатуна: 55,511-55,524мм.
iskra , а 4Е — это тоётовский мотор, кот. ставился в начале 90х на старлет и терцел?? от него вкладыши?
Обратно дороги уже нет.
tavael альфавладелец Сообщения: 1109 Зарегистрирован: Сб авг 16, 2008 10:01 am Откуда: Кстово — Нижегородская область Авто: 164 3.0 12v `90
Re: Помогите найти вкладыши «2-й ремонт».
tavael » Ср апр 13, 2011 3:28 pm
Нашел нечто похожее на наши размеры:
Итак, двигатель М117V8 и M116V8 производства MB
Диаметр постели: 55,6мм (наш 55,511-55,524мм)
Диаметр шейки, номинал: 51,965мм (наш 52,0-51,98мм)
Ширина вкладыша 22мм.
По размерам должен подходить лучше москвичевского..
Проблема в том что эти движки, судя по каталогу ставились в семидесятых годах
И ещё, мне удалось найти каталоги только до середины 90х примерно. Может у когото есть свежее.
Обратно дороги уже нет.
tavael альфавладелец Сообщения: 1109 Зарегистрирован: Сб авг 16, 2008 10:01 am Откуда: Кстово — Нижегородская область Авто: 164 3.0 12v `90